- Lisování a přetlačování plastů
9.1. Lisování plastů
9.2. Přetlačování plastů
9. Lisování a přetlačování plastů
Lisování a přetlačování plastů jsou dva základní
technologické způsoby, které byly používány jako jedny z prvních
technologických postupů na zpracování plastů. Převážně se jimi
zpracovávají reaktoplasty (fenolické hmoty, aminoplasty,
polyestery, atd.). V současné době jsou tyto technologie
nahrazovány vstřikováním, neboť se výrazně zkracuje celkový
výrobní cyklus, odpadají dodatečné operace, snižuje se prašnost,
apod.
9.1. Lisování plastů
Lisování je způsob tváření plastů ve
vytápěné formě, nejčastěji ocelové, kdy se na materiál
působí tlakem pro dosažení požadovaného tvaru . Základní
technologické parametry lisování plastů jsou: lisovací tlak,
teplota lisování a doba vytvrzování. Lisovací tlak
ovlivňuje kvalitu povrchu výlisku, smrštění. Závisí na druhu
hmoty, geometrii výrobku, na teplotě předehřevu a teplotě
lisování. Bývá v rozmezí 10 až 60 MPa.
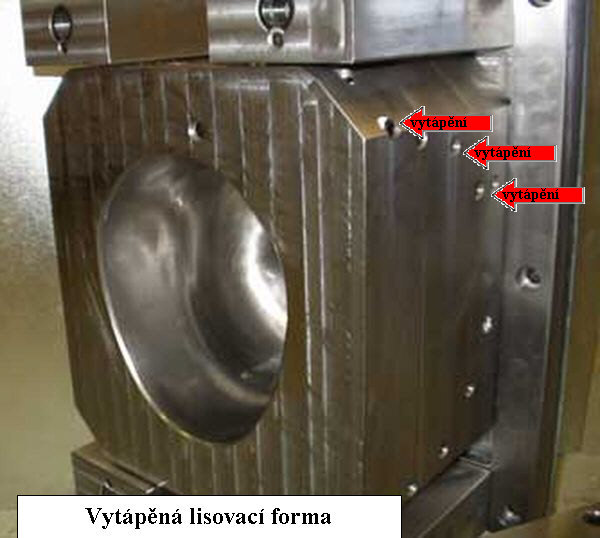
Lisovací formy jsou vytápěny elektrickým odporovým topením
na teplotu lisování, což je vlastně teplota lisovací
formy. Teploty lisování závisí na druhu plastu, tloušťce stěny,
geometrii výrobku, teplotě předehřevu a jsou v intervalu od 130
do 190 oC. Důležitá je rovnoměrnost teploty formy a
stejné parametry na straně tvárníku i tvárnice. Doba vytvrzování
se určuje obtížně a nejjednodušší způsob je podle tloušťky stěny
výrobku (u fenolických hmot je to kolem 1 až 1,5 min na 1 mm
tloušťky).
Podle použitého tlaku s lisování dělí na
nízkotlaké a vysokotlaké, kdy hranicí je 3,5 MPa.
Postup lisování je následující: dutina nástroje se naplní
práškem (tabletou, kašovitou hmotou, apod.) o přesně stanoveném objemu. V důsledku
styku plastu s vyhřívanou formou dochází k plastikaci a tlakem
tvárníku se jednak dokončí plastikace a jednak dojde k zaplnění
tvarové dutiny formy. Následuje odlehčení (snížení lisovacího
tlaku a pootevření formy), které je důležité z hlediska
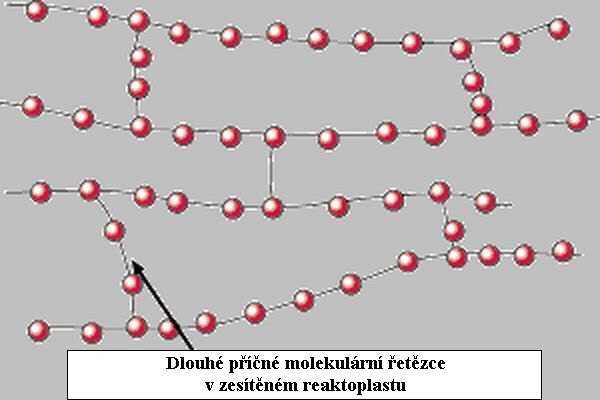
odplynění taveniny plastu a dokončení lisování. V materiálu,
v důsledku dodávaného tepla, proběhne vytvrzování
(vytvrzovací reakce – vytvoření
zesíťované struktury), což je nejdelší částí lisovacího
cyklu. Tato část se nazývá doba vytvrzování a závisí na
tloušťce stěny, druhu plastu, teplotě formy. Po vytvrzení se
forma otevře, výlisek se vyhodí, forma se očistí (nejčastěji
stlačeným vzduchem a následně se natře separačním prostředkem) a
celý cyklus se opakuje.

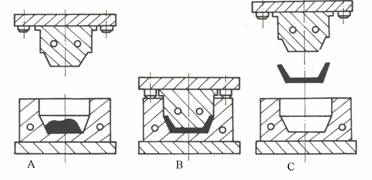
Princip lisování termoplastů
A – vložení reaktoplastu do dutiny formy, B – lisování a vytvrzování, C – vyhození výlisku
Pro dávkování hmoty je lepší použití tablet (viz. kap. 3), které jsou objemově menší a nezatěžují
okolí prachem. Nevýhodou tablet je jejich omezené použití pouze
pro daný výrobek. Při změně objemu výrobku se musí změnit objem
tablety. Objem dávkované hmoty musí být vždy větší, než je objem
výrobku, aby bylo zajištěn 100 % objem výrobku. Přebytečná hmota
je potom na výrobku ve formě tzv.
přetoků. Přebytek hmoty závisí na objemu výrobku, u malých
dílů je až 50 % hmotnosti výrobku, se zvětšující hmotností je
kolem 5 %.
Často se používá i předehřev plastu, jehož největší
výhodou je, i přes energetickou náročnost, výrazné zkrácení doby
vytvrzování, zvýšení zabíhavosti plastů, snížení lisovacího
tlaku až o polovinu, rovnoměrné vytvrzení. Teplota předehřevu
musí být nižší, než je kritická teplota vytvrzování (závisí na
druhu plastu), jinak dojde k předčasnému vytvrzení hmoty.
Odplynění (odvzdušnění) je nutné provést ve správném okamžiku,
kdy je hmota dostatečně plastická a vytvrzení ještě není příliš
výrazné. Někdy se i opakuje, zvláště u hmot s velkým podílem
těkavých látek.
Po vyhození výrobků a jejich zchladnutí na vzduchu následuje
odstranění přetoků, které může být jak ruční, tak strojní.
9.2. přetlačování plastů
Přetlačování reaktoplastů je způsob, při kterém se dávka plastu nevkládá
přímo do tvarové dutiny formy, ale do pomocné dutiny formy,
odkud je po zplastikování přetlačena tlakem
vtokovými kanály do vlastní dutiny formy. Přetlačování se
používá pro výlisky složitých tvarů, pro výlisky se zálisky,
apod. Výrobek sice nemá přetoky, ale velké množství hmoty
zůstává ve vtokovém systému a v pomocné dutině, neboť i zde se
musí objem dávky navýšit oproti objemu konečného výrobku.
Přetlačovací tlaky jsou oproti lisování vyšší, bývají kolem 50
až 100 MPa, mohou se však snížit předehřevem plastu. Doba
vytvrzování vůči lisování je kratší, cyklus je však delší
v důsledku většího počtu operací.
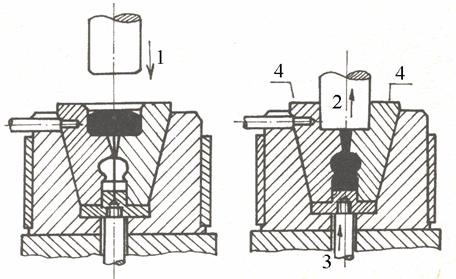
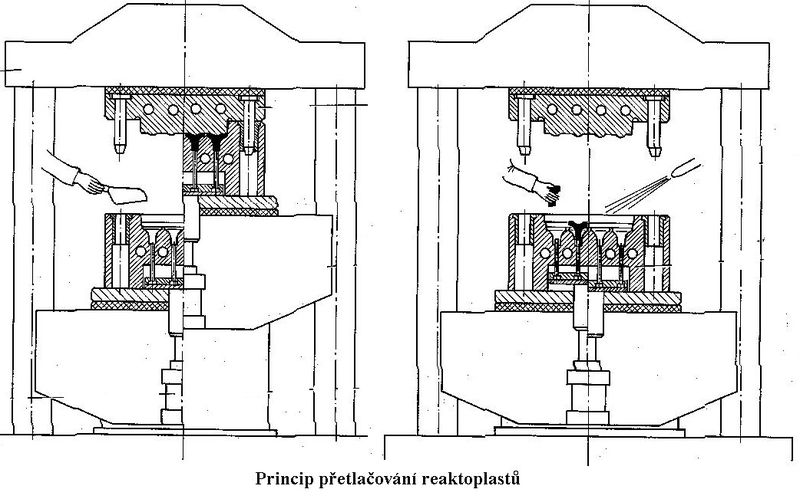
Princip přetlačování reaktoplastů
1 – přetlačení vloženého plastu, 2 – pohyb tvárníku, 3, 4 – vyhození výlisku
.: Jdi na začátek stránky :.
|
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}