- Tvarování termoplastů
8.1. Mechanické tvarování
8.2. Pneumatické tvarování 8.2.1. Negativní tvarování
8.2.2. Pozitivní tvarování
8.2.3. Mechanické předtvarování
8.2.4. Pneumatické předtvarování
8.2.5. Kombinované předtvarování
8.2.6. Přetlakové tvarování
8.2.7. Kontinuální tvarování
8.3. Tvarovací formy a stroje
8. tvarování termoplastů
Tvarování je výrobní postup, u kterého polotovar ve tvaru
desky nebo
fólie mění svůj tvar bez většího přemísťování částic hmoty.
Většinou se provádí za tepla, jen ve výjimečných případech je
možné některé plasty tvarovat bez ohřevu, ale vždy se jedná o
výrobky jednoduchých tvarů a bez velkých nároků zejména na
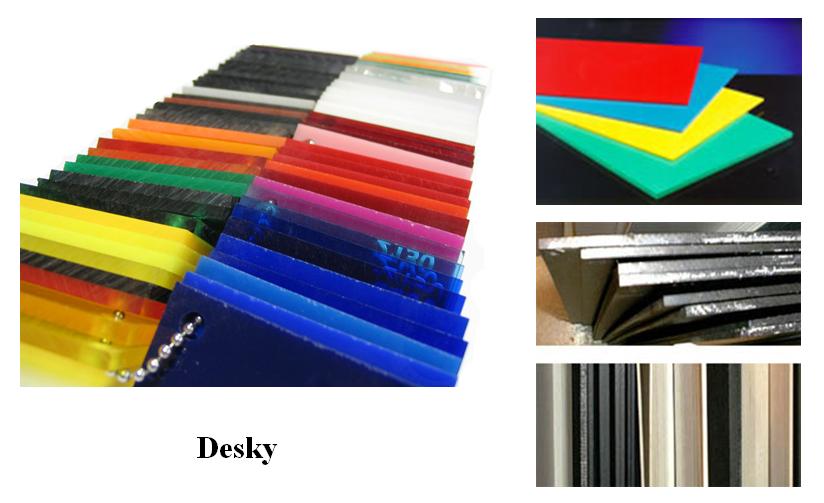
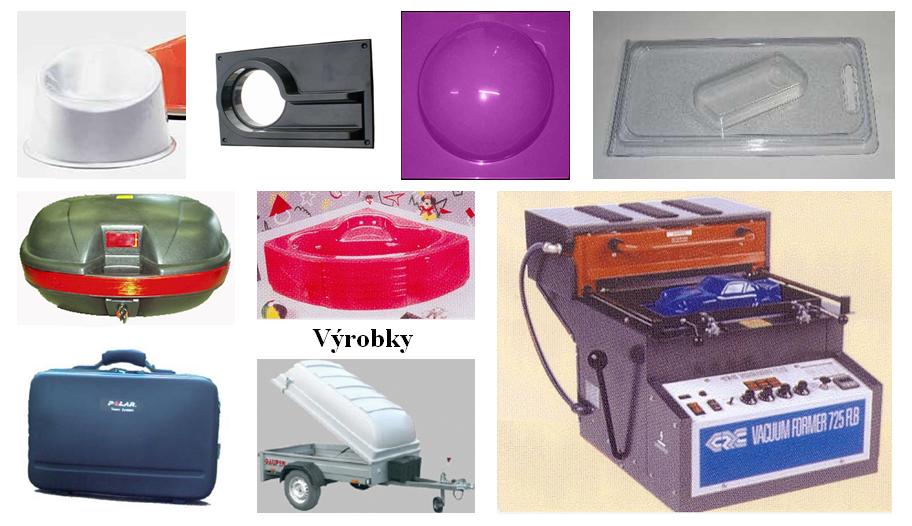
rozměrovou přesnost. Tvarováním desek za tepla se vyrábějí
různé kryty, nádoby, kufry, apod. Velký význam má tato
technologie v
obalové technice. Tvarováním za tepla lze zpracovávat pouze
termoplasty. Tvarováním lze zpracovávat desky téměř ze všech
termoplastů, nejčastější jsou však ze styrénových plastů, např.
hPS a ABS, dále z PVC a jeho kopolymerů, PMMA, PC, PET, PE a PP.
K tvarování se obvykle používají jednovrstvé desky vyrobené z
jednoho druhu plastu vytlačováním na šnekových vytlačovacích
strojích. Při stejných nebo velmi blízkých podmínkách se tvarují
i desky vícevrstvé. Z hlediska tvarovacího procesu jsou
jednovrstvé desky příhodnější, neboť desky z více druhů plastů
kladou na technologii větší nároky.
Podle velikosti síly se tvarování
dělí na mechanické a pneumatické, které se dále dělí na
podtlakové a přetlakové. Podle tvaru výrobku se dělí na
negativní (tvarování do dutiny) a pozitivní (tvarování na
tvárník) a na kombinované. Podle způsobu předtvarování se dělí
na tvarování s mechanickým nebo pneumatickým předtvarováním.
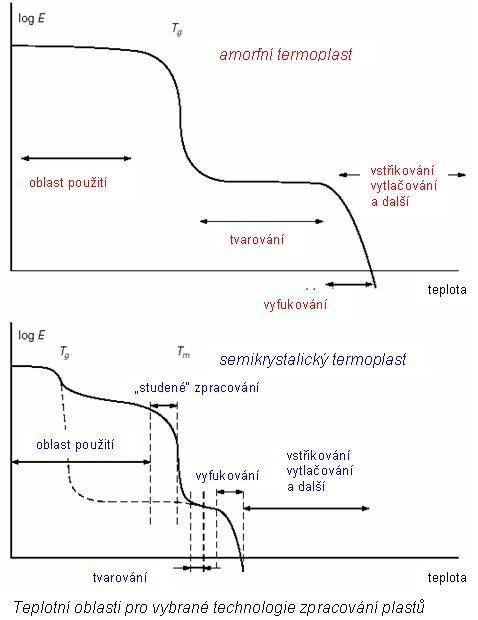
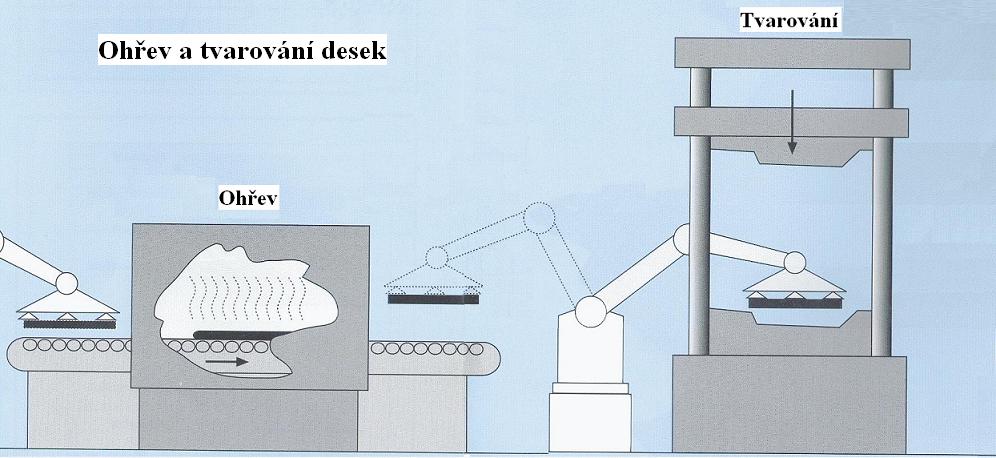
Při tvarování se musí plast v podobě desky rovnoměrně zahřát na
teplotu, při níž hmota vykazuje dobrou tvarovatelnost. Pro
tloušťky desek pod 3 mm se ohřívá z jedné strany, nad 3 mm
z obou stran (vliv špatné tepelné vodivosti plastů). Důležité je
stejnoměrné prohřátí desky ve všech místech, které se zúčastní
tvarování. Tažnost hmoty dosahuje maxima v určité oblasti
teplot, která závisí na druhu plastu.
Tato teplota leží u amorfních termoplastů těsně pod teplotou
viskózního toku Tf, kdy se hmota
nachází v kaučukovitě elastickém stavu, u krystalických plastů
těsně nad teplotou tání Tm. Amorfní
plasty se ohřívají kratší dobu, než semikrystalické.
Je-li teplota tvarování nižší, než optimální, je nutno na
tvarování vynaložit větší sílu, protože pevnost hmoty se zvyšuje
a ve výrobku zůstávají poměrně velká vnitřní pnutí. Po
překročení optima plast rychle ztrácí soudržnost a při tvarování
se trhá. Tvarování probíhá v chladné formě. Musí proběhnout v co
nejkratší době, aby teplota plastu byla během fáze tvarování
konstantní. Proto se volí nejvyšší rychlost tvarování, kterou
daný plast dovolí. Konečný tvar výrobku, musí být dosažen po
jediném zplastikování hmoty v jednom tvarovacím cyklu. Nelze
použít postupného tažení. Vnitřní pnutí, způsobené hlavně
orientací makromolekul, by totiž při opětném zahřátí hmoty
vyvolalo deformace předtvarovaného dílu, který má snahu vrátit
se do původního tvaru desky. Je to důsledek tzv. tvarové paměti.
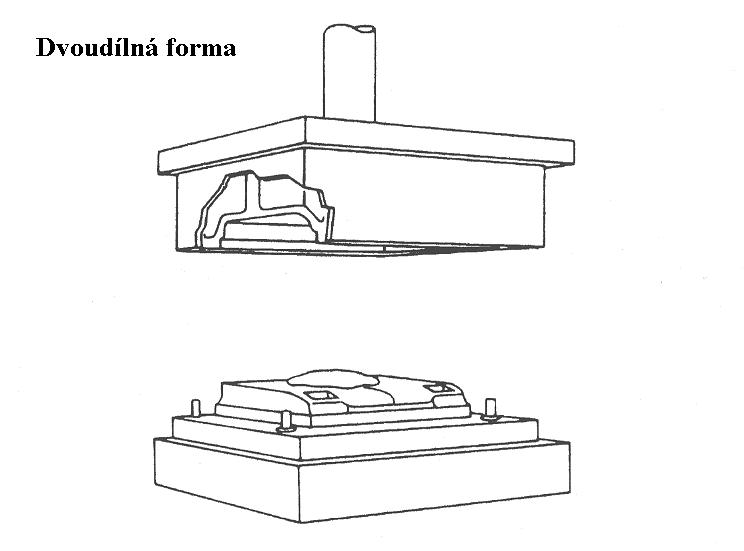
8.1. Mechanické tvarování
U
mechanického tvarování se změny tvaru polotovaru dosahuje
vzájemným působením jednotlivých částí dvoudílné
formy na tvarovaný materiál. Způsob umožňuje používat vyšší
tvarovací tlaky, než u ostatních způsobů, případně kombinovat
tvarování s přímým oddělením výrobku od zbytku polotovaru.
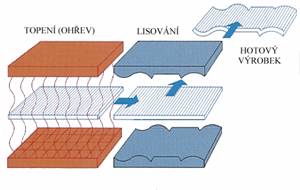
Princip mechanického tvarování
8.2. pneumatické tvarování
V praxi je v současné době nerozšířenější podtlakové tvarování,
u něhož k dosažení změny tvaru polotovaru postačuje rozdíl
atmosférického tlaku a vakua vytvořeného v dutině formy vývěvou.
Tvarovací tlak je tedy roven maximálně několika desítkám kPa. U
přetlakového způsobu se síla k tvarování vyvozuje působením
tlakového média, obvykle stlačeného vzduchu, jehož tlak bývá v
rozmezí asi od 0,2 do 1 MPa. Často se přetlakový způsob
kombinuje s podtlakovým. Nízké tlaky umožňují používat formy z
málo pevných materiálů.
K přednostem podtlakového tvarování patří možnost vyrábět
předměty s velkou plochou a přitom s tenkou stěnou.
Jednoduché, a tedy i levné tvarovací formy, stejně jako
relativně málo nákladná tvarovací zařízení dovolují ekonomickou
výrobu předmětů i v malých sériích, např. jen několika desítek
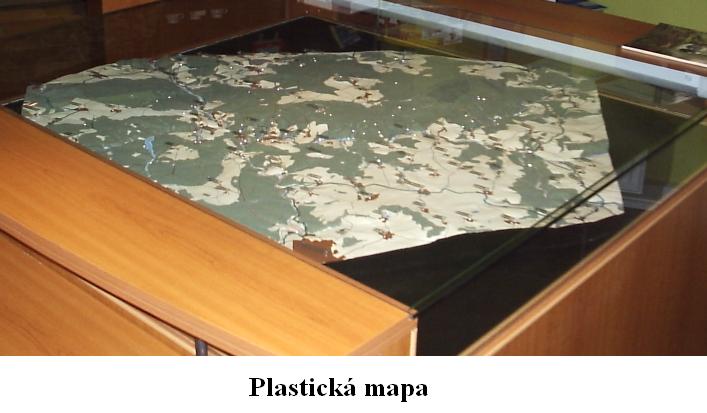
kusů. Je možné tvarovat
desky předem potisknuté nebo jinak povrchově upravené. Tak
se vyrábějí např.
plastické mapy. V dnešní době se tvarováním zpracovávají
desky s tloušťkou až 10 mm a fólie od tloušťky 0,3 mm, výjimečně
již od 0,1 mm. Pro výrobky, získávané tepelným tvarováním desek,
je charakteristický vysoký poměr délky k tloušťce stěny výrobku.
Ten není z hlediska materiálu omezen a v podstatě je limitován
velikostí tvarovacího zařízení a rozměry vyráběných desek.
Velkou výhodou tvarování oproti vstřikování jsou podstatně nižší
náklady na pořízení tvarovacího stroje i tvarovací formy. Mohou
být až desetkrát nižší. Nevýhodami tvarování je vyšší cena desek
oproti granulátu, jež může být až dvojnásobná, a dále dosti
velký podíl technologického odpadu. V nepříznivých případech
může podíl odpadu činit až 50 %. Při navrhování výrobků platí
určitá omezení jejich tvaru, např. není možné vyrábět výtažky s
kompaktními žebry. Rovněž zalisování kovových vložek do stěny
výrobku bývá obtížné.
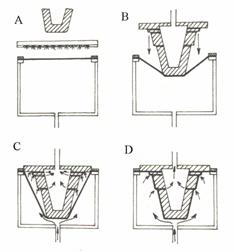
8.2.1. Negativní tvarování
Základem je tvarovací forma s dutinou, která svým tvarem
odpovídá žádanému výrobku. Rozměry dutiny musí ovšem být
zvětšeny o smrštění hmoty, podobně jako tomu je u jiných
technologií.
Deska určená k tvarování se upne do rámu a neprodyšně se
spojí s formou. Potom se nad desku přisune ohřívací zařízení (A)
a po dosažení tvarovací teploty, což se kontroluje dobou ohřevu,
se topení odsune (B) a bezprostředně se rychle z dutiny formy
odsaje vzduch. Vytvořeným vakuem se plast přitiskne na vnitřní
stěnu dutiny formy a přesně přijme její tvar (C). Po ochlazení
výtažku se vakuum zruší a výrobek se z formy vyjme (D) buď ručně
nebo se uvolní stlačeným vzduchem, který se přivádí do formy
odsávacími kanálky.
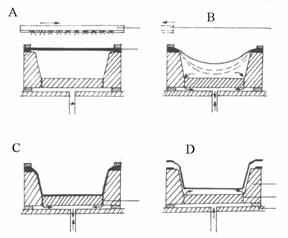
Princip negativního podtlakového tvarování
Jednoduché negativní tvarování se hodí jen pro tažení mělkých
výtažků, u nichž hloubka H nepřekročí asi 0,4
horního průměru D. Je to proto, že se při tažení
deska ztenčuje velmi nerovnoměrně a v tloušťce stěny výtažku
jsou velké rozdíly. Stejnoměrnou tloušťku stěny na výlisku nelze
dosáhnout. Ztenčení je tím větší, čím je vyšší poměr H / D.
Nejtenčí je stěna v rozích u dna. Pro mechanismus ztenčování
desky platí pravidlo, že tažení se vždy zúčastňuje jen volná
část desky, tj. ta, která se nedotýká povrchu formy, neboť
jakmile se deska dotkne formy, ihned se ochladí natolik, že se
na dalším tažení již nemůže podílet. Kvalitnější je vnější povrch, který se dotýká
formy.
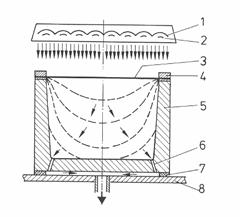
Proces tvarování
1 – ohřev, 2 – topná spirála, 3 – deska, 4 – rám stroje, 5 - tvárnice, 6 – odsávací otvory, 7- rozpěrka, 8 – stůl stroje
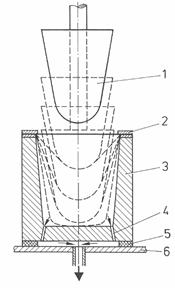
8.2.2. Pozitivní tvarování
Jednoduchý pozitivní způsob tvarování umožňuje
dosáhnout rovnoměrnou tloušťku stěny i při hloubce tažení dané
poměrem H / D = 1. Základem je pozitivní tvarovací forma –
tvárník, odpovídající svým tvarem výrobku.
Deska se upne do rámu a ohřeje se na tvarovací teplotu (a).
Po odsunutí ohřívacího zařízení se forma pohybem vzhůru vtlačí
do desky (b) nebo se rám s deskou přetáhne přes nepohyblivou
formu. V této fázi vlastně dochází k mechanickému předtvarování
desky.
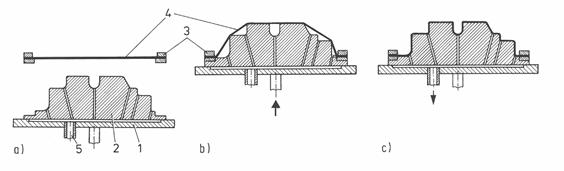
Princip pozitivního podtlakového tvarování
1 – stůl stroje, 2 – tvárník, 3 - rám stroje, 4 - deska
Deska se ztenčuje jen v místě budoucích bočních stěn výtažku, a
to rovnoměrně, zatímco ve dně nikoliv, neboť se tam dotýká
formy. Konečný tvar dostane výtažek až po vytvoření vakua v
prostoru mezi deskou a formou (c). U tohoto způsobu tvarování má
výtažek nejtlustší dno, což může být výhodné pro zvýšení
stability výtažků ve tvaru
nádob. Nevýhody spočívají v tom, že krabicové výlisky,
zvláště jsou-li úkosy bočních stěn malé, se z formy obtížně
stahují a že vzniká nebezpečí tvorby záhybů v rozích (překládání
desky).
8.2.3. Mechanické předtvarování
Snaha dosáhnout co nejrovnoměrnější tloušťky stěny výtažků
vedla k vývoji celé řady kombinovaných způsobů tvarování.
Modifikací jednoduchého negativního tvarování je negativní
tvarování s mechanickým předtvarováním. Ve své podstatě se jedná
o kombinaci způsobu negativního a pozitivního. Z postupu je
zřejmé, že od jednoduchého tvarování se liší tím, že se
deska po skončení ohřevu nejprve předtvaruje pomocným
tvárníkem, který desku vtlačuje směrem do dutiny formy.
Princip negativního podtlakového tvarování s mechanickým předtvarováním
1 – tvárník, 2 – rám stroje, 3 – tvárnice, 4 – odsávací otvory, 5 - rozpěrka, 6 – stůl
Když tvárník dosáhne stanovené hloubky, zapojí se odsávání
vzduchu. Vytvořeným podtlakem deska zaujme konečný tvar a
výtažek se ve formě ochladí. Plocha pomocného tvárníku má činit
maximálně 70 % celkové tvarované plochy desky a hloubka
předtvarování se volí cca 70 % konečné hloubky tahu.
Tvárník nesmí plast příliš ochlazovat a proto se vyrábí z
materiálu se špatnou tepelnou vodivostí, např. z tvrdého dřeva,
vrstvené tkaniny nebo z PA. Musí to být materiál, který snáší
tvarovací teplotu. Osvědčují se také duté tvárníky, do níž se
vhání teplý vzduch, který mezi deskou a tvárníkem vytváří
vzduchový polštář zabraňující přímému dotyku desky a tvárníku.
Při zasouvání tvárníku do negativní formy, což musí proběhnout
velmi rychle, se ve formě zvyšuje tlak vzduchu. To způsobuje
vydouvání volné části desky vzhůru a její nežádoucí ztenčování.
Tento způsob tvarování je vhodný i pro desky s větší tloušťkou, a to
až 10 mm a umožňuje výrobu výlisků s poměrem H / D až 1,5.
Výhodou je velmi rovnoměrná tloušťka stěny
výrobku a možnost použití
vícenásobných forem v hromadné výrobě. Nevýhodou je
složitější a dražší zařízení, které vyžaduje přesné dodržení
nejen sledu, ale i doby trvání jednotlivých operací.
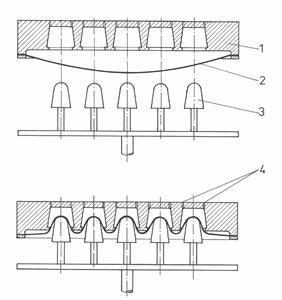
Vícenásobná forma pro negativní tvarování s mechanickým předtvarováním a pohled na tvárníky
1 – tvárnice, 2 – deska, 3 – tvárník, 4 – odsávací otvory
8.2.4. Pneumatické předtvarování
U pozitivního způsobu s pneumatickým předtvarováním je první
operací po zahřátí desky její předtvarování pomocí stlačeného
vzduchu.
Deska se po zahřátí na tvarovací teplotu nejprve vyfoukne do
tvaru „bubliny“ a protože je tvarována na vzduchu, ztenčuje se
velmi rovnoměrně. Stupeň předtvarování se řídí množstvím, tlakem
a teplotou vzduchu. Ta může dosahovat teploty zahřátého plastu.
Do vytvořené bubliny se zespoda vtlačí pozitivní forma a přesný
tvar získá výtažek po aplikaci vakua. Při tvarování je možné
postupovat třemi způsoby: Ohřátá deska je nejprve předtvarována
stlačeným vzduchem a teprve potom je zdvižena forma. Rychlost
zvedání formy musí být co největší, aby se předtvarovaná deska
neochlazovala. Jakmile forma dosáhne horní koncové polohy, ihned
je zapnuto vakuum a výlisek je dotvarován. Nebo forma je
zdvižena ještě dříve, než je předtvarování vzduchem zcela
skončeno. Tím se dosáhne toho, že na vrchní ploše formy se
vytvoří malé vzduchové polštáře, které jednak zabraňují dotyku
desky s formou a jednak ještě napomáhají dalšímu předtvarování.
To vede k ještě rovnoměrnějšímu rozdělení tloušťky stěny na
výlisku. A nebo předtvarování vzduchem i pohyb formy se dějí
současně.
Tímto způsobem se vyrábějí výtažky s poměrem H / D větším, než
2. Přitom tloušťka stěny je velmi rovnoměrná, a to i v rozích.
Nevýhodou je dražší zařízení, které musí pracovat automaticky, aby jednotlivé
operace na sebe navazovaly podle předem ověřeného programu.
Princip pozitivního podtlakového tvarování s pneumatickým předtvarováním
Ke zvláštnostem tohoto způsobu patří, že záměrným nerovnoměrným
ohřevem desky je možné dosáhnout nestejného stupně ztenčení v
různých místech předtvarované desky, a tím různě tlusté stěny na
výlisku.
8.2.5. Kombinované předtvarování
Z dalších možných způsobů tvarování je třeba uvést tvarování s pneumatickým a mechanickým
předtvarováním. Používá se u zvlášť hlubokých výtažků s poměrem
H / D větším, než 2. Následuje buď vtlačení formy do
předtvarované desky a potom je uveden do pohybu tvárník a pak je
zapnuto vakuum, nebo je forma uvedena do pohybu ještě před
skončením pneumatického předtvarování a po dosažení konečné
pozice formy jsou současně uvedeny v činnost tvárník i vakuum a
nebo jsou současně uvedeny do pohybu forma i tvárník, a když
dosáhnou konečné pozice je zapnuto vakuum. Konečný tvar získá
výtažek zapojením vakua. Tento způsob se používá i pro výrobu
výtažků se zdvojenými stěnami. Ty se tvarují v
pozitivně-negativní formě, jejímiž funkčními částmi je jak
vnější povrch tvárníku, tak vnitřní povrch dutiny. Forma se
nejdříve pohybem vzhůru vtlačí do vyfouknuté desky, nato se
střední část bubliny přetlačí předtvárníkem do negativní části
formy. Tvarování se opět dokončí využitím vakua. Celý proces
musí být automatizován, teplota nejen plastu, ale i vzduchu,
formy a předtvárníku musí být přesně regulovány. Podle tvaru
výtažku totiž činí konečná tloušťka stěny vzhledem k původní
desce jen 20 %. Použitý plast proto musí vykazovat obzvláště
vysokou tažnost. Doba potřebná na předtvarování ohřáté desky
stlačeným vzduchem je asi 0,5 až 1 s. Na přetažení desky do
negativní formy je třeba také asi 1 s a na dotvarování pomocí
vakua rovněž asi 1 s. Vlastní tvarovací proces tedy proběhne asi
během 3 s.
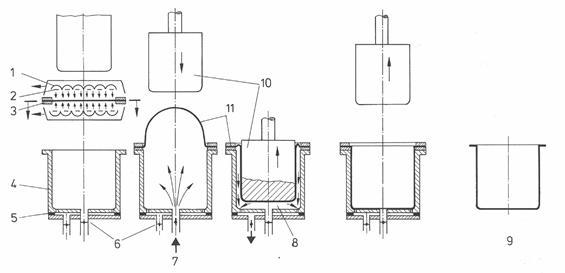
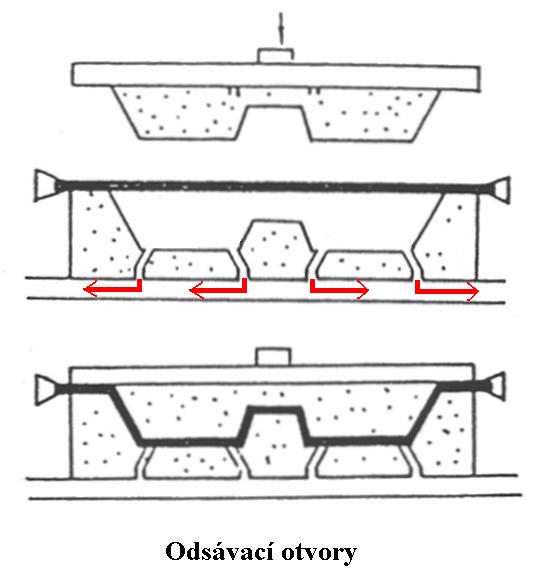
Princip negativního podtlakového tvarování s pneumatickým a mechanickým předtvarováním
1 – ohřev, 2 – topná spirála, 3 – rám stroje, 4 – tvárnice, 5 - rozpěrka, 6 – odvod vzduchu, 7- přívod vzduchu,
8 – výška pro dotvarování vakuem, 9 – výtažek, 10 – tvárník pro předtvarování, 11 - deska
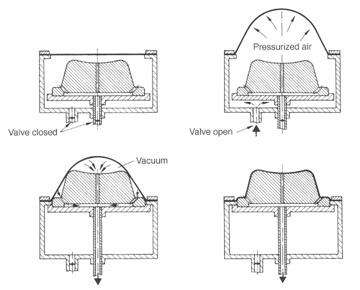
8.2.6. Přetlakové tvarování
K tvarování zvlášť tlustých
desek nebo plastů se špatnou tvarovatelností, kde nestačí
síla vyvozená vakuem, se používá přetlakové tvarování.
Rám s plastovou deskou je pevně spojen s uzavřenou komorou. Do
zahřáté desky se nejdříve zatlačí pozitivní forma, která dosedne
na rám. Do komory se potom přivede stlačený vzduch o tlaku 1 až
2 MPa, který z vnější strany přitlačuje desku k formě. Dokonalé
vytvarování je zajištěno současným vytvořením vakua v prostoru
mezi deskou a formou.
Princip přetlakového tvarování
8.2.7. Kontinuální tvarování
Výtažky menších rozměrů, které se vyrábějí ve velkém množství,
se s výhodou vyrábějí
kontinuálním tvarováním. Plastová fólie nebo deska v podobě
nekonečného pásu se odvíjí ze zásobníku, zpravidla se předehřívá
a přichází do tvarovací formy. Proběhne tvarování, jemuž v
případě potřeby předchází předtvarování, potom se výtažek chladí
proudem vzduchu a v poslední se výtažek odstřihne od zbytku
desky. Mezitím může být v lince zařazeno plnění a spojování
s horní fólií včetně vysekávání.
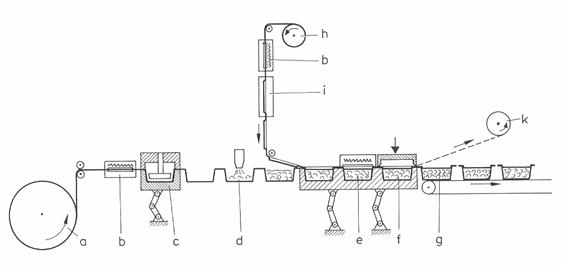
Kontinuální tvarování desek
a - plastová fólie, b – ohřev, c – tvarování, d – plnění, e – uzavírání, f – vysekávání, g – hotový výrobek,
h – hliníkové fólie, i – předtvarování s potiskem, k – navíjení zbytku
Z přehledu je zřejmé, že tvarování desek z termoplastů je
technologie, která nabízí řadu variant, takže pro konkrétní
výlisek je možné vybrat technologii jak s ohledem na požadované
vlastnosti, tak na ekonomii výroby.
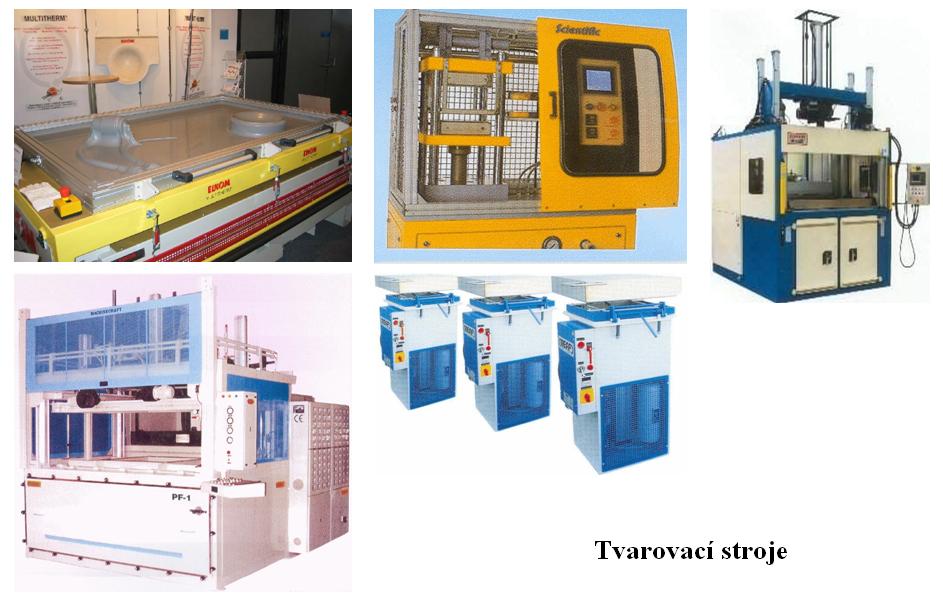
8.3. Tvarovací formy a stroje
Tvarovací stroje jsou konstrukčně velmi jednoduché, většinou
stolové konstrukce. Pohyb je ovládán hydraulicky, pneumaticky
nebo mechanicky. Rám pro uchycení desky je opatřen pryží a
upínání je mechanické nebo pneumatické.
K ohřevu se většinou používají sálavé zdroje tepla,
infrazářiče nebo pece. Tvarovací stroje jsou součástí
linek, které na začátku dělí desky (stříháním, řezáním) a na
konci opět oddělují díly a nebo třeba plní výrobky.
K přednostem tvarování termoplastických
desek patří možnost používat jednoduché a zpravidla
jednodílné tvarovací formy, protože funkci druhého dílu zastává
okolní přetlak vzduchu. Tvarovací síly jsou malé, a proto formy
mohou být z málo pevných materiálů. Materiál forem musí snést
alespoň krátkodobě teplotu v rozmezí od 20 do cca 200 0C.
Sádrové formy se hodí jen pro zhotovení několika kusů výtažků,
např. při ověřovacích zkouškách, protože sádra vlivem teplotních
změn snadno praská. Dřevěné formy jsou trvanlivější, ale kvalita
jejich povrchu se postupně zhoršuje se střídající se teplotou.
Naproti tomu formy z tvrzené tkaniny mají životnost až 20 000
pracovních cyklů, ovšem podobně jako u dřeva je obtížné leštěním
dosáhnout hladkého povrchu. Z tohoto hlediska je lepší tvrzené
dřevo. Formy vyrobené odléváním epoxidových pryskyřic mají
kvalitní povrch i dobrou rozměrovou stabilitu. Špatná tepelná
vodivost samotných epoxidů se zlepší přídavkem litinového nebo
hliníkového prášku nebo se do formy zalijí měděné trubky,
kterými protéká chladicí kapalina. Pro velké série jsou
nejvhodnější formy z lehkých slitin. Vyrábějí se většinou
odléváním a dodatečným obrobením funkčních ploch. Ocelové formy
jsou nejtrvanlivější, ale používají se málo.
Podle velikosti výtažků se formy navrhují jako jednonásobné nebo
vícenásobné. Jestliže se používají negativní formy, je možno
tvarové dutiny umístit vedle sebe velmi těsně, což u pozitivních
forem nejde. To se zlepšuje použitím speciální mříže, která
desku přidržuje v místech mezi jednotlivými výtažky při pohybu
vícenásobných tvárníků.
Formy musí být opatřeny
odsávacími otvory, které spojují prostor dutiny formy pod
tvarovanou deskou se zásobníkem a s odsávacím zařízením. Otvory
jsou rozmístěny rovnoměrně po celém funkčním povrchu formy, aby
nedošlo k uzavření zbytku vzduchu v některém místě dutiny.
Otvorů musí být dostatečný počet a musí mít i správný průměr.
Ten závisí na druhu plastu a na tloušťce tvarované desky.
Mají-li otvory příliš velký průměr, zůstanou na výtažku jejich
otisky, které zhoršují vzhled výtažku. Udává se, že průměr
kanálku nemá být větší, než polovina tloušťky tvarované desky,
avšak i u tenkých fólií se většinou používají kanálky s průměrem
asi 1 mm, a to s ohledem na jejich výrobu. U polyolefinů, které
se vyznačují velmi dobrou tvarovatelností, se volí kanálky co
nejmenšího průměru, např. 0,4 až 0,5 mm, a to i u tlustších
desek. U desek z PVC mohou mít průměr větší. Vzájemná vzdálenost
otvorů bývá na rovných plochách 75 až 150 mm, na hranách však
jen 20 mm. Vždy je výhodnější použít větší množství malých
kanálků, než malého počtu velkých.
Tvarovací síla musí působit na výtažek po celou dobu chladnutí
hmoty, aby nedocházelo k jeho deformacím. Doba chlazení se
zkracuje chlazením formy vodou protékající soustavou chladicích
kanálků a případně foukáním ochlazeného vzduchu na výtažek.
Většího efektu se však dosáhne rozprašováním vodní mlhy.
.: Jdi na začátek stránky :.
|
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}