- Technologie tváření kovů – nekonvenční metody
11.1. Tváření výbuchem
11.2. Elektrohydraulické tváření
11.3. Elektromagnetické tváření
11.4. Frekvenční tváření
11.5. Termální tváření
11.technologie tváření kovů – nekonvenční metody
Mezi nekonvenční metody tváření patří technologie, které mají výrazně
odlišné buď rychlosti tváření (např. stříhání se zvýšenou
rychlostí, tváření výbuchem), všestranné působení tlaku (např.
vícecestné kování), kombinací způsobů (např. termální tváření),
apod.
11.1.
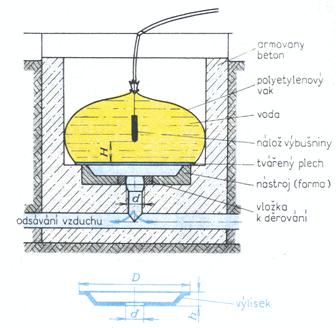
Tváření výbuchem
Podstatou metody je nahrazení síly a rychlosti lisu (pro normální tváření je kolem 10 až 30
m.s-1) na materiál účinkem tlakové vlny od exploze.
Rychlost tváření je potom nad 250 m.s-1. Tlaková vlna
může působit buď přímo (výbušnina je položená přímo na
materiálu) a nebo nepřímo přes prostředí. Účinek bude tím větší,
čím větší bude množství výbušniny a čím větší hustotu bude mít
prostředí, kterým je účinek talkové vlny přenášen. Nejčastěji se
používá vzduch, voda, písek nebo hlína. Rychlosti zatěžování
jsou kolem 1000 m.s-1, tlaky kolem 10000 MPa a
teploty kolem 1000 K. Tvar výlisku je přesný, zpětné odpružení
není téměř žádné. Velikost výlisků není teoreticky omezena,
stejně je možné i použití materiálů, které se tvářejí velmi
obtížně. Nejvíce technologických aplikací se uplatnilo při
plošném tváření. Princip tváření výbuchem na jednu operaci a na
více operací, při postupném odpalování náloží, jsou na
obrázcích.
Tváření výbuchem
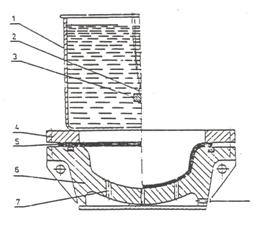
Jednoduché tažení na jednu operaci
1 – nádoba, 2 – rozbuška, 3 – nálož, 4 – přidržovač, 5 – plech, 6 – lisovnice, 7 - výfuky
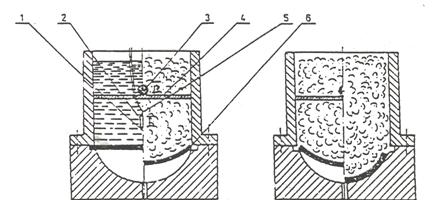
Jednoduché tažení na dvě operace
1 – I. nálož, 2 – rozbuška, 3 – II. nálož, 4 – přihrádka 5 - zápalnice, 6 – plech
11.2.
Elektrohydraulické
tváření
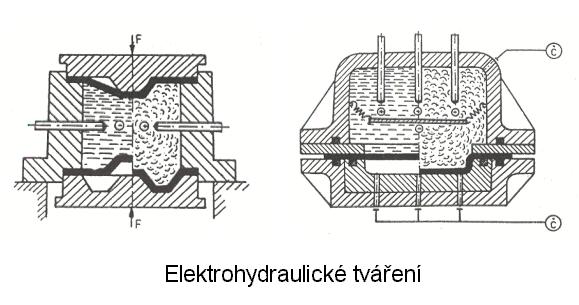
Nejčastějším způsobem použití
elektrohydraulického tváření je tažení výlisků z plechů.
Princip technologie je založen na elektrickém výboji
v kapalinách mezi elektrodami s regulovatelnou vzdáleností, při
kterém se přemění elektrická energie na tlak, teplo a záření.
Opět vzniká rázová vlna v kapalině, která materiál tváří.
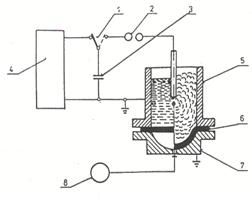
Schéma elektro-hydraulického tváření
1 – přepínač, 2 – jiskřiště, 3 – kondenzátory, 4 – napájení, 5 – přidržovač, 6 – plech, 7 – lisovnice, 8 – vakuové čerpadlo
11.3.
Elektromagnetické tváření
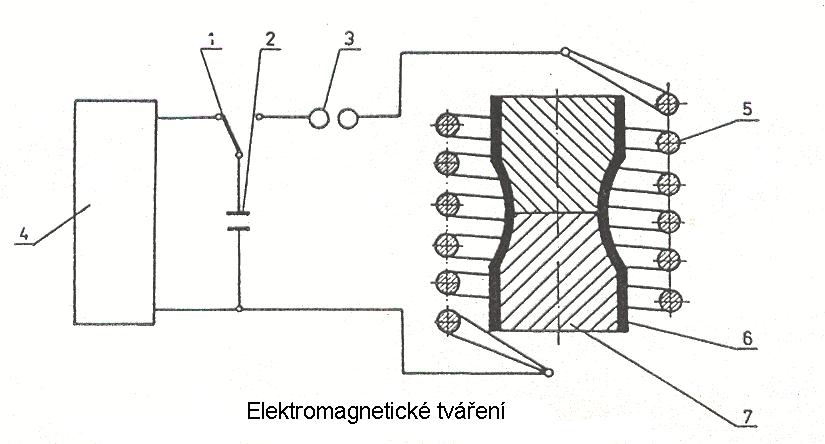
Princip metody je založen na využití odpudivých účinků dvou
nesouhlasných magnetických polí, a to v cívce a v tvářeném
materiálu, který je vodivý. Tedy opět zde vzniká tlakový účinek
od silného magnetického pole na elektricky vodivé kovy. Rychlým
vybitím proudu v cívce se indukuje v tvářeném materiálu proud
opačného smyslu a tím i opačného magnetického pole. Tvářecí
energii lze přesně nastavit a ovládat. K tváření stačí jen
polovina nástroje, druhou polovinu tvoří cívka
Princip elektromagnetického tváření
11.4.
frekvenční tváření
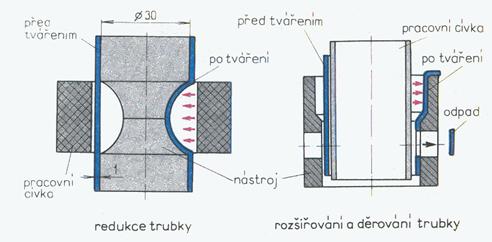
Kmitání o určité frekvenci se v tváření používá kvůli
snížení tření, zvýšení plasticity, zvýšení čistícího účinku
v důsledku turbulence mazadla. Nejvíce se používá ultrazvuk,
který způsobuje kompresi a dekompresi. Nejčastějšími
technologickými aplikacemi jsou tažení tyčí, trubek, drátů.
11.5.
termální tváření
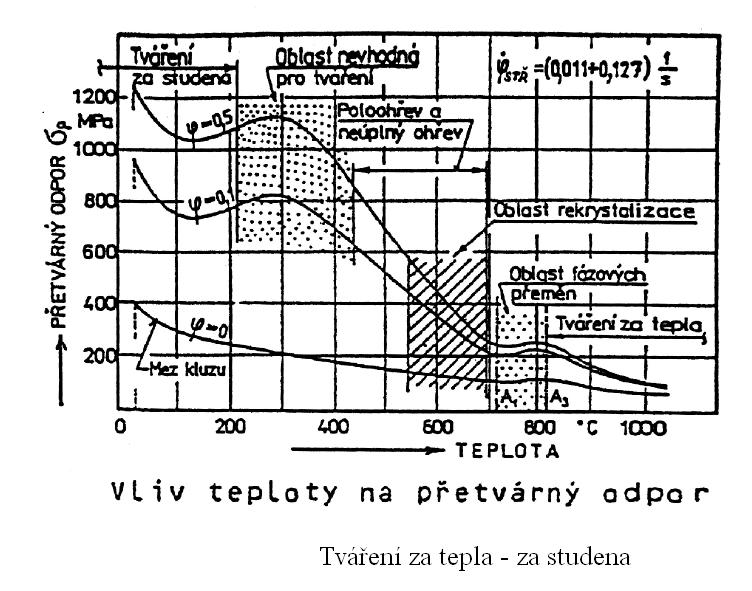
Principem je tváření při teplotách, kdy materiály zaznamenávají největší
přírůstky přetvoření, protože plasticita není lineární funkcí
teploty. Oblasti ohřevu jsou buď poloohřev pod
teplotou rekrystalizace, nebo ohřev vysoko nad teplotou
rekrystalizace a nebo ohřev nad teplotu solidu. Ohřev je buď
celoobjemový nebo pouze v místech plastické deformace, ale
oblasti přenosu tvářecích sil se chladí. Velkým nedostatkem je
malý počet materiálů na nástroje, které by si zachovávaly
pevnost při vysokých pracovních teplotách.
.: Jdi na začátek stránky :.
|
{kind=link}
{kind=link}
{kind=link}