- Technologické způsoby výroby dutých těles
10.1. Rotační tlačení plechu, kovotlačení
10.2. Přetahování
10.3. Tváření vnitřním tlakem kapaliny
10.4. Zužování a rozšiřování
10.5. Žlábkování
10.
technologické
způsoby výroby dutých těles
Tyto technologické způsoby se používají
pro výrobu specifických tvarů výrobků dutého tvaru. Napjatost je
odlišná od technologie tažení.
10.1. Rotační tlačení plechu, kovotlačení
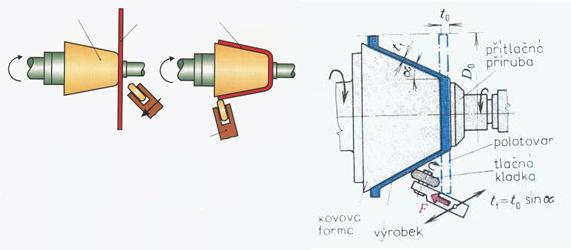
Na obrázku je naznačen způsob výroby nádob tzv. kroužlením,
kovotlačením. Rotační model nádoby se upevní na stroj spolu
s nástřihem. Velikost nástřihu se používá o málo větší, než je
průmět základny modelu - rozdíl od hlubokého tažení. Model
s nástřihem se uvede do rotace a nástřih se přitlačuje
zvláštními nástroji k modelu. Nástroje jsou na funkčním konci
opatřeny buď třecím nebo valivým zakončením. Plech nástřihu se
postupně přitlačuje a přetváří se v tvar modelu. Při tom dochází
k ztenčení tloušťky plechu. Kroužlení se používá v těch
případech, kde tažení vyžaduje příliš velký počet operací a nebo
je ekonomicky výhodnější. Výhodou jsou nízké náklady na stroj.
Nevýhodou je možnost vyrábět pouze rotační výlisky, špatná
kvalita povrchu bez kalibrace.
Rotační tlačení dutých těles
10.2.
Přetahování
Na obrázku je schematicky naznačeno tzv. přetahování. Je to způsob tváření
pasů nebo pruhů do podoby oblouků s velkým poloměrem křivosti.
Výsledný profil je příčně i podélně obloukový. Tímto tvarem a
také zpevněním tvářením za studena získává výlisek potřebnou
tuhost. Proces se provádí na zvlášť k tomu účelu uzpůsobených
hydraulických lisech, a to buď tažením za konce přes pevnou
šablonu anebo posuvem šablony při pevně zakotvených koncích.
Takto lze vyrábět ocelové výlisky do tloušťky 1,5 mm,
z hliníkových slitin do tloušťky 3,5 mm. Výhodou je jednoduchý
nástroj, kterým je pouze tažník, který nemusí být vyroben
z kovu. Nevýhodou je, že lze táhnout pouze na speciálních
lisech.
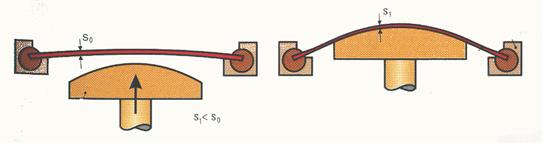
Schéma tváření přetahováním
10.3.
Tváření vnitřním tlakem
kapaliny
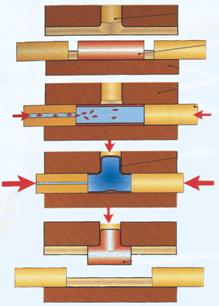
Jedná se o technologický způsob tváření, využívající vysokého tlaku kapaliny uvnitř
tvářeného tělesa. Kapalina působí hydrostatickým tlakem na polotovar, který se
deformuje podle tvaru nástroje. Tlak kapaliny se řídí ventily.
Tření je zde velmi nízké. Typickým příkladem je tváření trubek.
Napjatost je zcela jiná, než u technologie tažení.
Princip tváření vnitřním tlakem kapaliny
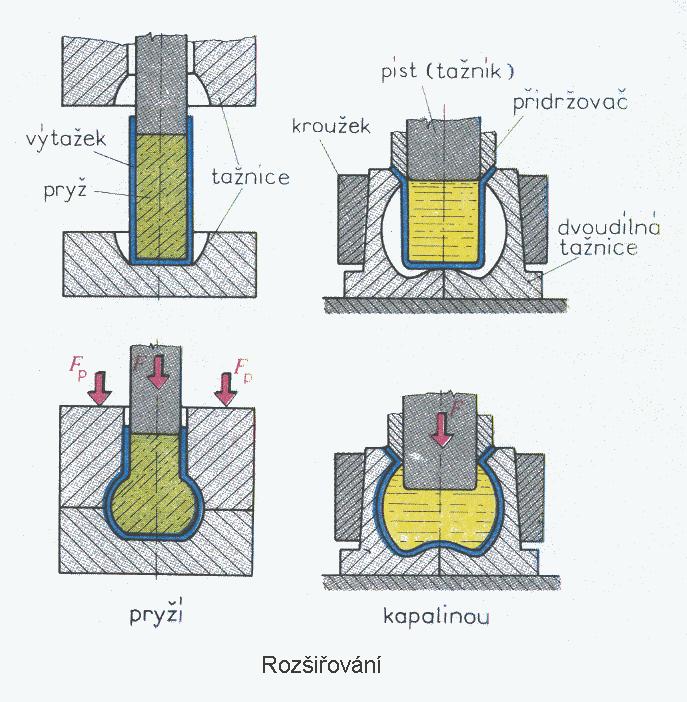
10.4.
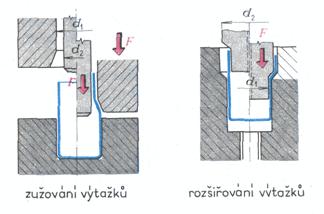
Zužování a rozšiřování
Jedná se o doplňkové operace po tažení, které je možné dělat i
pryží a kapalinou a které upravují tvar výtažku. Výhodou je
úspora nákladů na nástroj, nevýhodou další operace.
Zužování a rozšiřování
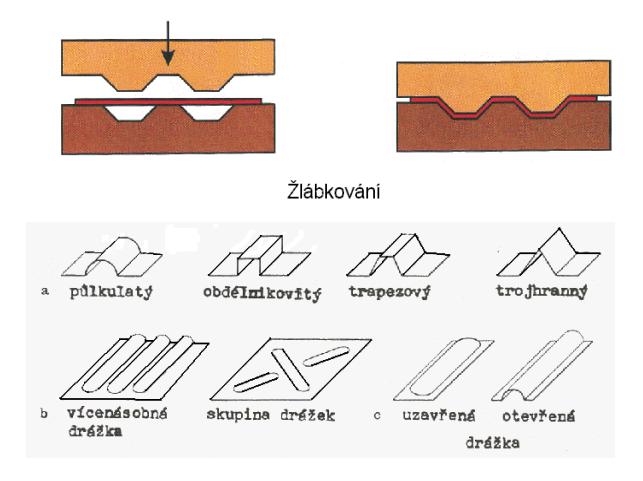
10.5.žlábkování
Používá se k výrobě
vyztužení plechu nebo výlisků. Provádí se na speciálních
nástrojích, např. tvářením gumou. Rozměry jsou limitovány
využitím plasticity
tvářeného materiálu.
.: Jdi na začátek stránky :.
|
{kind=link}
{kind=link}
{kind=link}