- Technologie plošného tváření - stříhání
6.1. Princip stříhání
6.2. Výpočet síly a práce
6.2.1. Výpočet síly a práce pro rovnoběžné nože
6.2.2. Výpočet síly a práce pro šikmé nože
6.3. Rozdělení stříhání
6.3.1. Stříhání rovnoběžnými noži
6.3.2. Stříhání šikmými noži
6.3.3. Stříhání kruhovými noži
6.3.4. Stříhání noži na profily a tyče, trubky
6.4. Přesné stříhání
6.4.1. Stříhání bez vůle
6.4.2. Stříhání s přidržovačem
6.4.3. Stříhání s nátlačnou hranou
6.4.4. Reversní stříhání
6.4.5. Stříhání se zápornou vůlí a na lisech ESSA
6.4.6. Stříhání s přistřihováním a vibrujícím střižníkem
6.5. Nástřihové plány
6.6. Nástroje pro stříhání
6.6.1. Jednoduché střižné nástroje
6.6.2. Postupové střižné nástroje
6.6.3. Sloučené a sdružené střižné nástroje
6.7. Speciální způsoby stříhání
6.7.1. Stříhání pomocí pryže
6.7.2. Stříhání se zvýšenou rychlostí
6. technologie plošného tváření -
Stříhání
Stříhání je nejrozšířenější operací tváření. Používá se jednak na přípravu
polotovarů (stříhání
tabulí nebo
svitků plechů,
stříhání profilů, vývalků, apod.) , jednak na vystřihování
součástek z plechu buď pro konečné použití nebo pro výrobky na
další technologie (ohýbání, protlačování, tažení, atd.) a jednak
na dokončovací a nebo pomocné operace. Kromě klasického stříhání
existují i další operace, které se nazývají podle způsobu
odstraňování materiálu. Patří sem děrování, vystřihování,
ostřihování, přistřihování, atd.
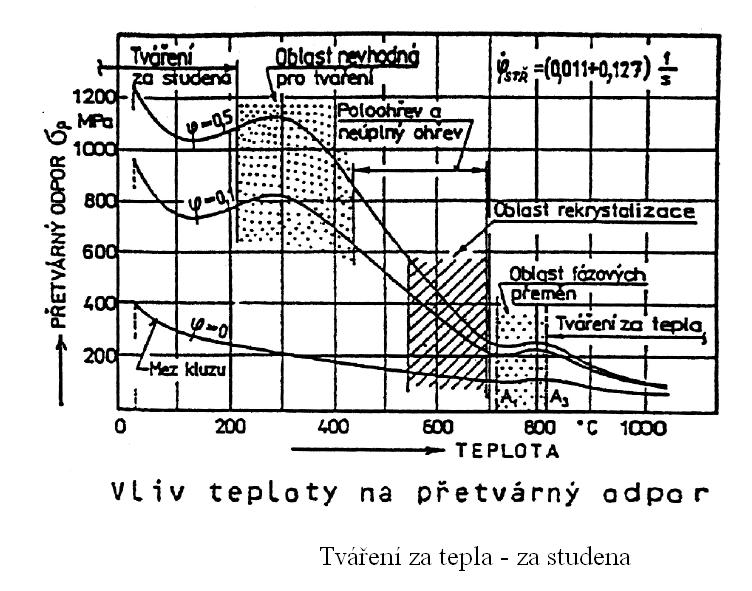
Stříhání se může podle
teploty procesu dělit:
- na stříhání za studena - jen pro měkčí oceli (do pevnosti 400 MPa) a nebo pro plechy,
- na stříhání za tepla - pro tvrdší a tlustší materiály při ohřevu asi na teplotu 700 oC
6.1. Princip stříhání
Stříháním je oddělování části materiálu
působením protilehlých řezných hran způsobujících v řezné rovině
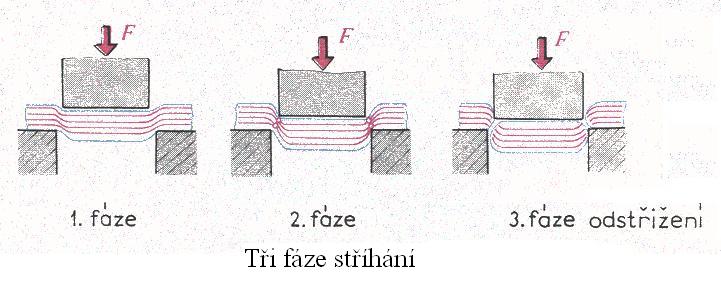
smykové napětí. Princip stříhání je ukázán na obrázku. Stříhání
probíhá ve
třech fázích.
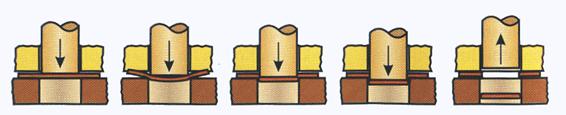
Princip stříhání pomocí střihadla
V první fázi je oblast pružných deformací,
kdy se materiál stlačuje a ohýbá a vtlačuje se do otvoru
střižnice. Druhou fází je oblast plastických deformací. Střižník
se vtlačuje do plechu a ten do otvoru střižnice a napětí
překračuje mez kluzu a na hranách střižníku a střižnice se blíží
mezi pevnosti. Ve třetí fázi začínají na hranách vznikat
trhlinky, ty se rozšiřují až dojde k utržení (usmýknutí)
materiálu.
Výstřižek se oddělí dříve, než projde
střižník celou tloušťkou stříhaného materiálu a následně je
výstřižek vytlačen. S ohledem na to nejsou okraje střihových
ploch zcela rovinné a střižná plocha má určitou drsnost, která
není v ploše rovnoměrně rozdělená. Místa, kde došlo k prvnímu
výskytu trhlin, jsou drsnější, než ostatní střižné plochy.
Oddělení však nenastane přesně v žádané rovině a to proto, že
materiál je elastický, tvárný a napětí způsobuje tlak nožů na
celé ploše – podle toho rozeznáváme na odstřihnuté ploše různá
pásma.
Stříhání je tedy jedinou tvářecí operací, která směřuje k žádoucímu porušení
materiálu. Při výpočtu tvářecích sil se to projeví tím, že zde
použijeme meze pevnosti místo meze kluzu.
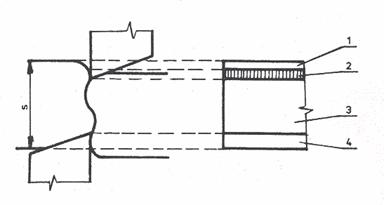
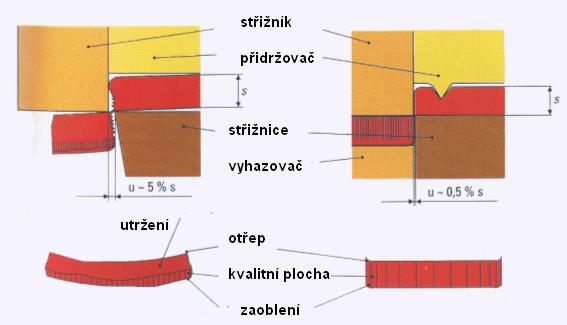
Deformační pásma při stříhání
1 – pásmo zaoblení (elastická deformace), 2 – pásmo utržení, 3 – pásmo smyku (plastické deformace), 4 – pásmo odtlačení
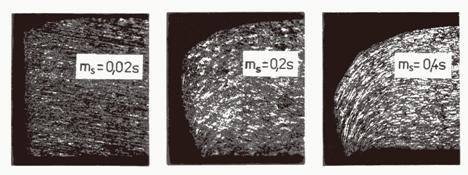
Kvalita střižné plochy pro různou velikost střižné mezery
6.2. Výpočet síly a práce
6.2.1. Výpočet síly a práce
pro rovnoběžné nože
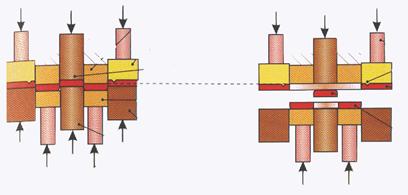
V důsledku mezery mezi střižníkem a
střižnicí střižné síly nepůsobí při skutečném procesu ideálně
v jedné rovině, kdy střižná síla Fs se
rozkládá na složku třecí (T) a normálovou (F),
což způsobuje jednak vznik ohybových momentů a jednak vznik
jednotlivých pásem na konečném výrobku nebo polotovaru.
Moment Mp = F . a
se snaží materiál natočit, čemuž je možné zabránit použitím
přidržovače, klopný moment MT = T . b
je možno zmenšit zvětšením úhlu čela
g.
Sílu přidržovače určíme ze vztahu F . a = Fp .
c, kde a je 1,5 až 2
násobek střižné mezery (a je označena jako z). Složka síly
T se snaží od sebe nože oddálit a nastává jejich
ohyb (nebezpečí zlomení).
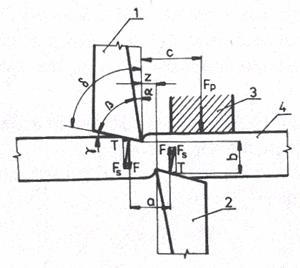
Princip a silové působení u střihu s rovnoběžnými noži
1 – horní pohyblivý nůž, 2 – dolní pevný nůž, 3 – přidržovač, 4 – stříhaný materiál
Velikost střižné síly při střihu
s rovnoběžnými noži se vypočítá ze vztahu:
Fs
= (1,1 ¸
1,3) . O . s .
ts
kde s … tloušťka
plechu [mm],
O … střižný
obvod [mm],
ts … napětí ve smyku, střihová pevnost - ts
= 0,8 . Rm [MPa],
S … plocha průřezu ve střižné rovině - S = O . s [mm2].
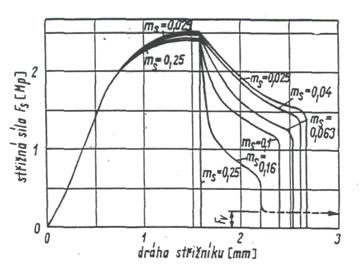
Průběh síly při stříhání rovnoběžnými noži s ukázkou vlivu střižné mezery na průběh střižné síly F a velikost práce A
Protože napětí ve smyku, střihová pevnost, je hodnota závislá od
poměrného vtlačení nože do materiálu, vzorec nebude platit
v plném rozsahu střižného procesu, ale střižná síla se bude
měnit od nuly po určité maximum a zpět na nulu, což závisí
samozřejmě na tloušťce materiálu, méně na střižné mezeře. Při
skutečném stříhání nevzniká čistý smyk, ale kombinované
namáhání, nože se otupují, proto se skutečná střižná síla zvýší
o 10 až 30 %. Střižná práce se bude rovnat ploše pod křivkou a
je závislá na střižné mezeře.
A = Fs . k . z
kde k … koeficient zaplnění plochy pod křivkou
z … zdvih [mm].
6.2.2. Výpočet síly a práce
pro šikmé nože
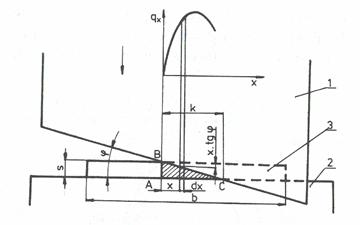
Pro výpočet
střižné síly a práce potom platí analogický vzorec, vztažený na
plochu trojúhelníka ve tvaru
Fs
= (1,1 ¸
1,3) . s . b .
ts = (1,1
¸
1,3) . s2 .
ts / tg
j
kde s … tloušťka plechu [mm],
b … délka střihu – b = a / tg j [mm],
j …
úhel střihu, uhel sklonu nožů (2 až 6o
pro tabulové nůžky, 7 až 20o pro
pákové nůžky)
ts … napětí ve smyku -
ts
= 0,8 . Rm
[MPa].
A = Fs
. k . z = Fs . k . b . tg
j
kde k … koeficient zaplnění plochy pod křivkou
z … zdvih [m].
Vypočítaná síla zůstává konstantní, když nastane záběr nože v celé
tloušťce. Velikost střižné síly začne klesat, když nože odchází
ze záběru a nakonec klesne na nulu. Potřebná velikost práce se
vypočítá ze vztahu a je opět rovna ploše pod křivkou. Při
porovnání střižné síly a velikosti práce při stříhání rovnými a
šikmými noži je jasně patrné, že stříhání se šikmými noži je
výhodnější, neboť pro stejnou tloušťku plechu a délku střihu je
potřeba mnohem menší síla, než u rovných nožů, ale na druhé
straně budeme stříhat po delší dráze. Zmenšení střižné síly
podstatně zmenšuje rázy.
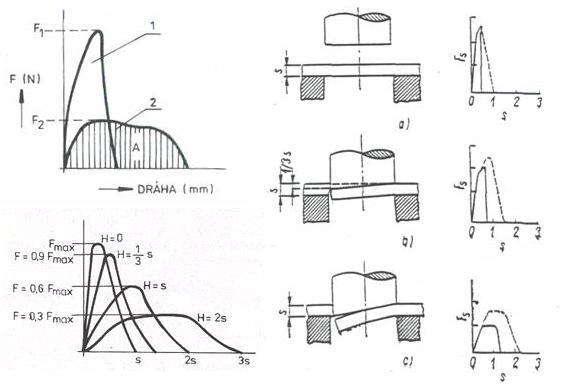
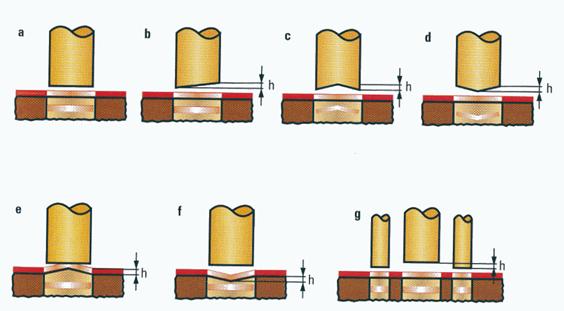
Porovnání průběhu střižné síly a velikosti práce při stříhání rovnými a šikmými noži
(vlevo nahoře) a vliv úhlu zešikmění na průběh síly a velikosti práce (vlevo dole) s vyjádřením průběhů pro
zkosení 0, 1/3 H a H = s (vpravo – plná čára je pro normální střih, šrafovaná čára pro přesné stříhání)
6.3. rozdělení stříhání
Podle
konstrukce nožů (střižníků) se stříhání dělí na:
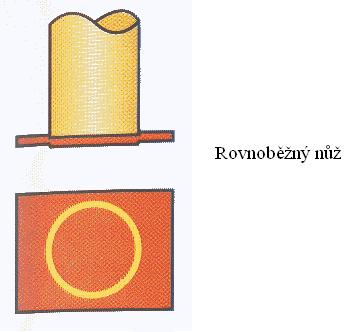
6.3.1. Stříhání rovnoběžnými
noži
Ke stříhání rovnoběžnými noži se používá střižný nástroj, který se
skládá ze střižníku a střižnice mezi kterými je střižná vůle,
resp. střižná mezera ms (1/2 střižné vůle). Nelze
totiž bez zvláštních úprav postavit nástroj bez mezery kvůli
nebezpečí havárie. Na docílení kvalitního výstřižku je důležitá
optimální vůle mezi střižníkem a střižnicí. Jednostranná vůle
bývá od 3 do 10 % tloušťky plechu v závislosti na tloušťce a
pevnosti materiálu (s rostoucí pevností se vůle zvětšuje).
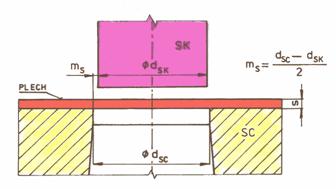
Schéma stříhání pomocí střižného nástroje (SK – střižník, SC – střižnice)
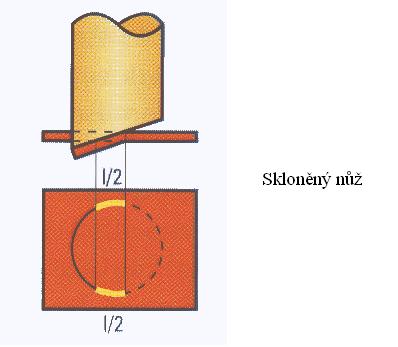
6.3.2. Stříhání šikmými noži
Stříhání šikmými, skloněnými, noži, které při stříhání svírají určitý
úhel je výhodné proto, že se při tomto způsobu zmenší celková
potřebná střižná síla oproti stříhání na rovných nožích.
Materiál se stříhá postupně. Pro velikost střižné síly bude
rozhodující velikost střižné hrany a tloušťky - plochy
trojúhelníka.
Stříhání skloněnými, šikmými, noži
(1 – horní pohyblivý nůž, 2 – dolní pevný nůž, 3 – stříhaný materiál)
Podobně jako u jednoduchého rovného stříhání je i v tomto případě průběh
okamžité síly možno regulovat, i když naproti tomu se celková
práce, vynaložená na stříhání, nezmenší. U nástrojů, střihadel,
složených ze střižníku a střižnice, používaných pro dva nejrozšířenější způsoby stříhání, tj. děrování a vystřihování,
to lze provést dvěma způsoby:
Porovnání délky střihu při stříhání rovnými, resp. šikmými noži
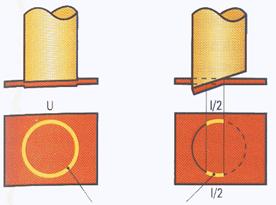
Úpravy střižníku a střižnice (a – rovný střih, b – jednostranné zkosení střižníku, c, d – oboustranné zkosení střižníku,
e, f – zkosení střižnice, f - stupňovité uspořádání střižníků)
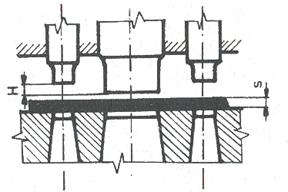
Stupňovité uspořádání střižníků
Střihadla se zkoseným ostřím používáme tehdy, když chceme zmenšit střižnou
sílu, která je větší jak síla lisu. Na vystřihování se zkosení
dělá oboustranné a to na střižnici, výrobek je rovný, odpad
ohnutý. Způsob
oboustranného zešikmení vyrovnává síly na střižníku a
nevychyluje jej z osy.
Jednostranné
zkosení střižníku se používá jen pro nastřihování. U děrování je
střižnice rovná a střižník zkosení, výrobek je rovný, odpad
ohnutý. Při stříhání složitých tvarů se nedoporučuje provádět
zkosení ostří.
Do šikmého střihu počítáme i pákové nůžky,
jejichž nože se pohybují úhlových sklápěním. Protože sklápěním
přímkových nožů se úhel λ mění, staví se často
pákové nůžky s jedním nebo oběma noži obloukovými, takže úhel
λ zůstává po střižné čáře konstantní.
Zvláštním způsobem stříhání se skloněnými noži je tahaný střih, kdy úhel
střihu (tažení)
f
je roven 2 až 10o a tento způsob je používaný pro
stříhání vláknitých látek, kde se sníží střižná síla až o 20 %
při úhlu
f
= 70o.
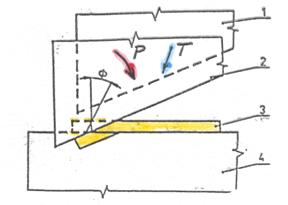
Stříhání materiálu tahaným střihem
(1 – východisková poloha pohyblivého nože, 2 – poloha pohyblivého nože při střihu, 3 – dolní pevný nůž, 4 – stříhaný materiál)
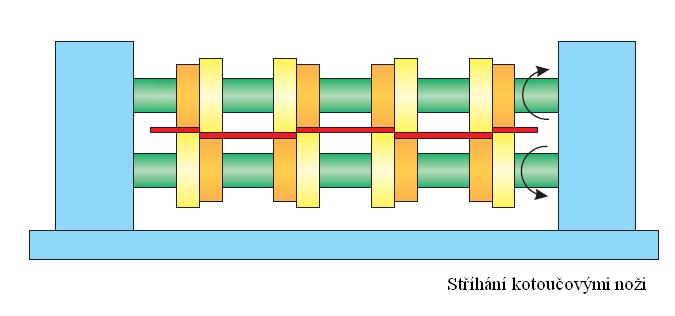
6.3.3. Stříhání kruhovými noži
Pro podélné střihání dlouhých pásů se
staví nůžky kotoučové, kruhové. Je to střižný nástroj
s odvalujícími se noži. Použití kruhových nožů prodlužuje čas
střihu, ale snižuje rázy při stříhání. Sklon řezné hrany se mění
od nejvyšší hodnoty v místě záběru do nuly. Kombinace
dvojkuželového a válcového nože je určená pro střih zakřivených
tvarů, s výhodou skloněných os nástrojů. Na křivkové stříhání je
potřeba zvolit průměr nožů co nejmenší. To umožňuje konstrukci
nůžek s dlouhými rameny nesoucími kotouče, a tím i snadnou
manipulaci se střihaným materiálem. Speciálním nástrojem jsou
kmitací nůžky. Slouží k ostřihování výlisků a k vystřihování
drážek a děr. Maximální tloušťka materiálu je kolem 10 mm.
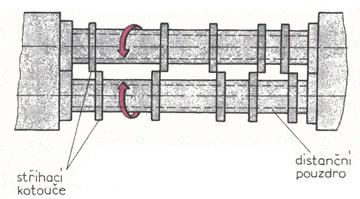
Kotoučové nůžky při stříhání pásů
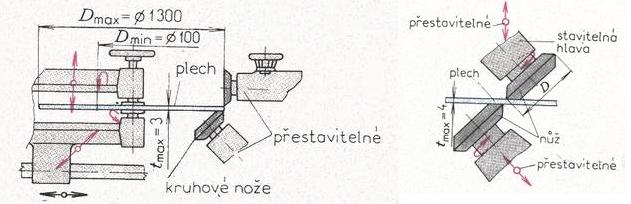
Křivkové nůžky s různým uspořádáním nožů
6.3.4. Stříhání noži na
profily a tyče, trubky
Často se stříhá také profilový materiál, čtvercový, kruhový, profily,
atd. Zatímco příčný průřez funkčních částí nástrojů zůstává ve
všech případech zhruba beze změny, mění se podélný tvar podle
účelu střihu.
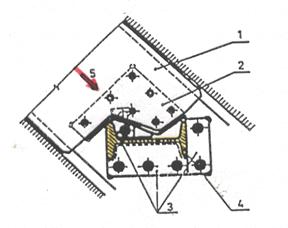
Nože na stříhání profilu
(1 – střižník, 2 – pohyblivý nůž, 3 – pevný nůž, 4 – stříhaný profil, 5 – směr pohybu nože)
Při stříhání jakéhokoliv profilového
materiálu platí zásada, aby přestřihovaná tloušťka v každém
okamžiku byla téměř stále stejná. Této zásadě se potom
přizpůsobuje obrys pohyblivého nože. Na obrázku je ukázán tvar
nože pro stříhání profilů a tvar nožů určený jednak pro stříhání
čtvercových profilů, jednak tvar nožů pro stříhání kulatiny. Při
šikmém posuvu pohyblivé části nástroje se docílí
rovnoměrnějšího průběhu střižné síly v závislosti na zdvihu, než kdyby se
volil pohyb nože podle některé z os průřezu.
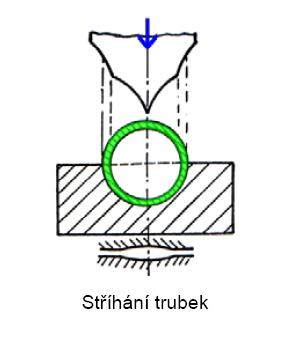
Při
střihání trubek, při jejich pokud možno minimálním
zdeformování, má pohyblivá část nástroje tvar oblouků
zakončených špičkou. Zašpičatělá část nejprve trubku propíchne,
boky potom trubku střihají tak, že výslednice sil na břitu
směřuje kolmo vůči směru nejvyšší tuhosti. Střižná mezera není
rovněž po celé délce stejná, od krajů směrem ke středu roste.
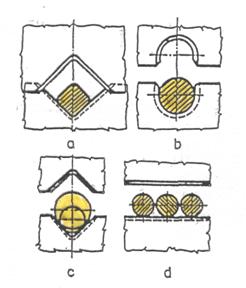
Nože na čtvercový a kruhový materiál
(a – čtvercový průřez, b – kruhový průřez, c – kruhový průřez s rozdílným průměrem, d – kruhový průřez s povolenou deformací profilu)
6.4. Přesné stříhání
Při popsaných metodách střihu má střižná plocha i vystřižený kus určitou
standardní jakost. Jedná se o drsnost povrchu střižné plochy a
přesnost střižných rozměrů. Kvalita střihu pro normální a přesné stříhání
Kvalita střihu pro normální a přesné stříhání
Aby bylo možno střihané díly používat
přímo na montáž bez z dalších úprav, snažili se technologové
vylepšit střižný proces. Všechny metody, zlepšující jakost
povrchu střižné plochy a zpřesňující stříhané rozměry se uvádějí
pod společným označením - přesné střihání.
Pro kvalitu výstřižku je velmi důležitá
vůle (mezera) mezi střižníkem a střižnicí, neboť se zmenšující
se mezerou se eliminují tahové složky napětí od ohybového
namáhání a napjatost se blíží čistému smyku.
V zásadě metody přesného stříhání lze
rozdělit na výrobu výstřižků:
- v jedné operaci, a to na stříhání bez vůle, stříhání s přidržovačem, stříhání s nátlačnou hranou,
stříhání s nátlačnou hranou a protitlakem, reversní stříhání, stříhání se zápornou vůlí, stříhání na lisech ESSA,
- ve dvou operacích, a to na přistřihování, vibrující střižník.
6.4.1. Stříhání bez vůle
Stříhání bez vůle
je ukázáno na obrázku. Jedna funkční část nástroje, buď střižník
nebo střižnice je vypracována bez břitu, se zaoblením střižné
strany. Druhá část je nabroušena. Uspořádání vlevo je určeno pro
kvalitní povrch díry, vpravo pro kvalitní povrch výstřižku.
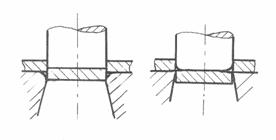
Stříhání bez vůle
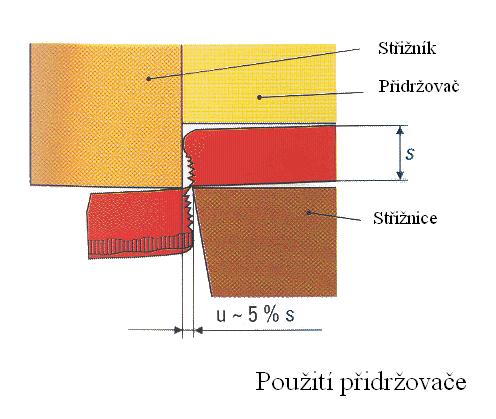
6.4.2. Stříhání s přidržovačem
Proti ohýbání okrajů výstřižků i pro zlepšení povrchu střižných ploch
působí
použití přidržovače při stříhání. K tahové složce napjatosti
přibývá složka tlaková, která zlepšuje stav napjatosti v místě
střihu.
6.4.3. Stříhání s nátlačnou hranou
Zatím nejlepší výsledky v oboru přesného střihání přináší tzv. střihání s nátlačnou
hranou, resp. střihání s nátlačnou hranou. Nátlačná hrana se
prolisuje v oblasti střižného obvodu, kde změní napjatost ve
střižné ploše na trojosou, nátlačná hrana způsobí navíc složku
tlakovou, která usnadňuje přiblížení k čistému smyku. Protitlak
je zajištěn odpruženým spodním lisovníkem. Toto uspořádání
umožňuje střihání načisto i u poměrně tlustých materiálů. Pro
tlustší materiály (tloušťka větší, jak 5 mm) se můžou použít dvě
obvodové hrany, nebo jedna na střižníku a jedna na střižnici.
Stříhání s přidržovačem (vlevo) a stříhání s nátlačnou hranou a protitlakem (vpravo)
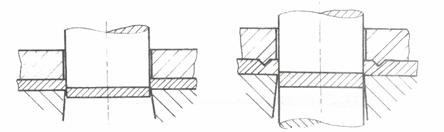
6.4.4. Reversní stříhání
Reversní stříhání je
založeno na sevření polotovaru tak, že se neprojevují tahové
složky napjatosti.
Reversní stříhání
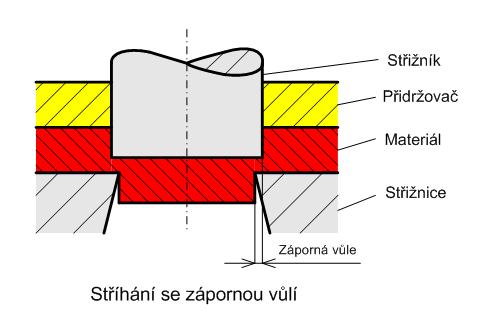
6.4.5. Stříhání se zápornou
vůlí a na lisech ESSA
Stříhání se zápornou vůlí je proces, kdy střižník nepronikne
do otvoru ve střižnici. Průměr střižníku je zhruba o 0,1 až 0,2
% tloušťky plechu větší, než je průměr střižnice. Střižník musí
zůstat nad rovinou střižnice ve vzdálenosti 0,2 až 0,5 mm a tím
vyvolává v materiálu (mezikruží) tlakové napětí, kdy však
střižná síla je větší.
Stříhání na lisech ESSA je
proces, kdy střižník nejenom stříhá, ale i kmitá a tím střižnou
plochu vyleští.
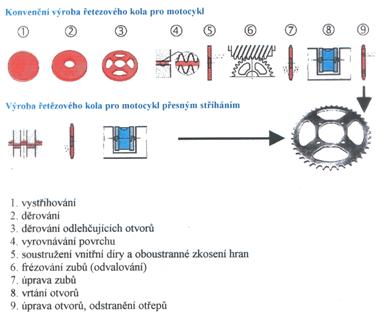
Příklad výroby přesným stříháním
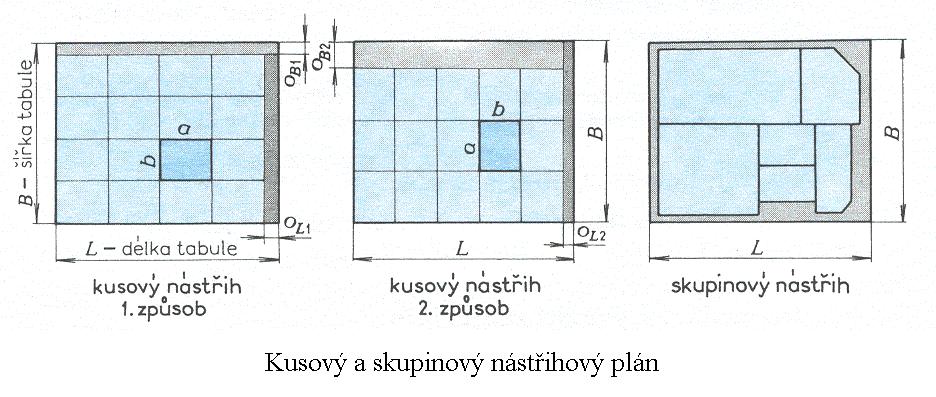
6.5.
nástřihové plány
Při stříhání je velmi důležité
výstřižky rozmístit na pásu plechu tak, aby odpad byl co
nejmenší. Rozmístění výstřižků na pásu plechu je potom
označováno jako
nástřihový plán. Odpad (ať už technologický nebo
konstrukční) je nedílnou součástí technologie stříhání, která
patří mezi hromadné výrobní procesy, proto se musí rozmístění
výrobků věnovat velká pozornost. Vždyť materiál tvoří zhruba 60
až 75 % celkových nákladů. Volba nástřihového plánu závisí na
tvaru a konstrukci výrobku, na dodržování zásad konstrukce, na
minimálních vzdálenostech mezi výrobku a od okraje pásu.
Nástřihový plán může být buď kusový, kdy se určuje nejvýhodnější
způsob stříhání nebo skupinový, kdy se budou stříhat různé tvary
a součásti jednoho výrobku. Hospodárnost nástřihu charakterizuje
součinitel využití materiálu, který lze zapsat ve tvaru:
h= So
/ Sp
kde So … celková plocha výstřižků [mm2],
Sp
… plocha pásu plechu [mm2].
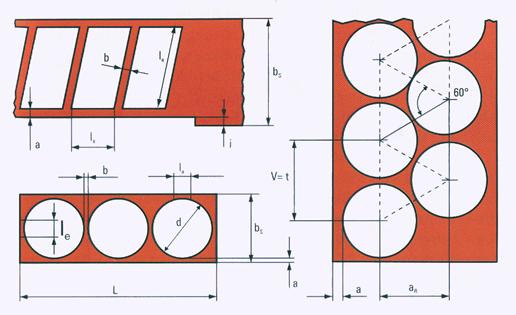
Příklady nástřihových plánů
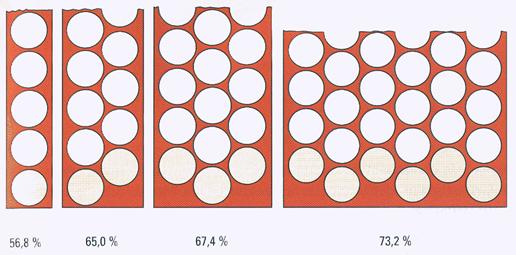
Rozmístění výrobků a vliv na hospodárnost využití materiálu
6.6.
Nástroje pro stříhání
Nástroje pro stříhání,
střihadla, jsou nástroje,
kdy funkci horního pohyblivého nože vykonává střižník a funkci
spodního pevného nože střižnice.
Můžeme je rozdělit podle počtu operací na jednoduché, postupové, sloučené,
sdružené, sdružené postupové, podle základní práce na stříhací,
ohýbací, tahací, atd. a podle počtu výrobků na jednonásobné a
vícenásobné. V následujícím textu se budeme věnovat rozdělení
podle počtu operací.
6.6.1. Jednoduché střižné nástroje
Prvním
nástrojem je jednoduché střižný nástroj, který je určen pro
jednu operaci. Poloha pásu je zajištěna pevným dorazem, posuv je
o hodnou kroku (velikost výrobku plus přídavek)
Jednoduchý střižný nástroj
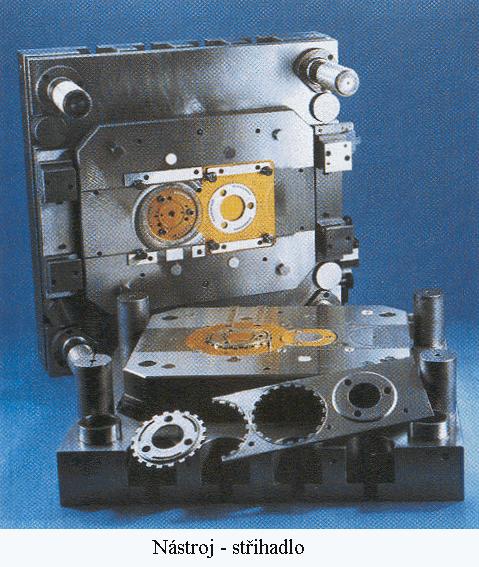
6.6.2. Postupové střižné nástroje
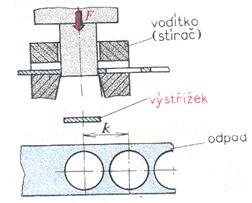
Postupový střižný nástroj zhotovuje výstřižek postupně, na několik operací
na několik kroků. Používá se načínací doraz při vložení nového
pásu, dále je poloha pásu zajištěna pevným koncovým dorazem.
Funkci nástroje lze pochopit z obrázku vpravo. Jsou na něm
šrafované 3 plochy, které se vystřihnou na 1 zdvih. Obdélníková
plocha je odstřižena stranovým střižníkem a zajišťuje míru tzv.
kroku, tj. posuvu pasu o rozteč t. Kruhové plochy
různých průměrů patří různým výstřižkům. Posuv pasu je zprava
doleva. Pravý (malý) kruhový výstřižek padá do odpadu, z levé
části nástroje propadají hotové výrobky – podložky.
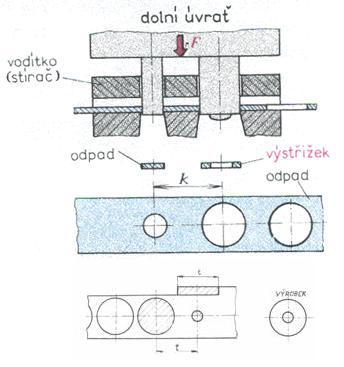
Postupové střihadlo
6.6.3. Sloučené a sdružené střižné nástroje
Sloučený střižný nástroj se
konstruuje pro několik operací na jeden krok. Tak např. při
stříhání dochází jak k děrování, tak i k vystřihování.
Oproti tomu sdružený střižný nástroj se konstruuje pro sdružení
různých pracovních úkonů na jeden krok (např. stříhání, ohýbání,
tažení, atd.), resp. na více kroků. Potom mluvíme o sdruženém
postupovém nástroji. Jednotlivé operace jsou zajištěny
konstrukcí střižníku, resp. konstrukcí nástroje.
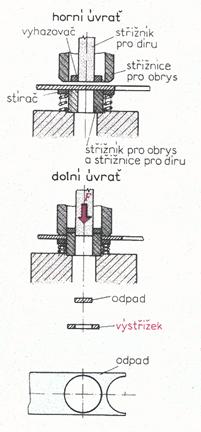
Sloučené střihadlo
6.7.
Speciální způsoby stříhání
Mezi speciální způsoby stříhání patří
stříhání pomocí gumy (pryže) a stříhání se zvýšenou
rychlostí.
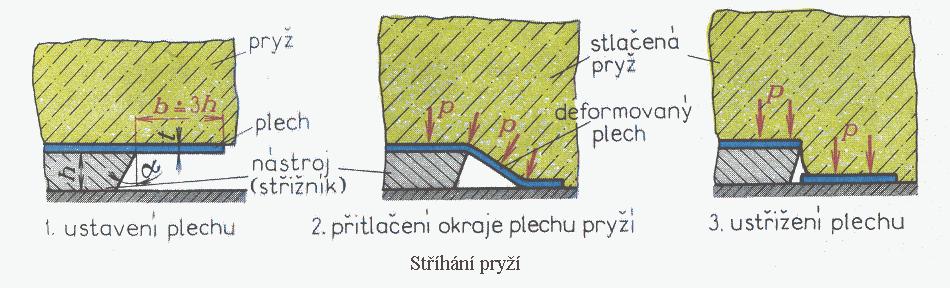
6.7.1.
Stříhání pomocí pryže
Střihání pomocí gumy se používá pro stříhání výstřižků z tenkého plechu. Nástrojem je zde
ocelová deska o tloušťce 6 až 10 mm, jejiž obrys je shodný
s obrysem konečného výrobku. Protinástrojem je pryž, která je
buď uzavřená v rámu nebo je volně položená na součástku,
polotovar.
Nástrojem na stříhání gumou lze dělat
operace ostřihování, děrování otvorů, sloučené operace
ostřihování a děrování. Pryžová deska má tloušťku asi 150 mm a
je složena z více kusů. Ocelový rám je velmi namáhaný, stejně
jako ocelová střižná deska, která musí být hladká, aby
nezanechala stopy na výstřižku.
Výhody spočívají v jednoduchém a levném nástroji, možnost tříhat
více součástí najednou, je zde možná kombinace s tažením.
Nevýhody jsou velký odpad, omezení tloušťkou a malá životnost
pryže.
6.7.2.
Stříhání se zvýšenou rychlostí
Stříhání se zvýšenou rychlostí je založeno na zmenšení objemu s vyčerpanou plasticitou na
minimum, dráhy trhlin od střižných hran jsou velmi blízké a
výsledkem jsou kolmé a rovinné střižné plochy. To vše je možné
pouze při kritických rychlostech, pro uhlíkové oceli kolem 3 až
5 m. s-1.
.: Jdi na začátek stránky :.
|
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}