- Technologie objemového tváření - tažení drátů a profilů
4.1. Proces tažení a silové poměry
4.2. Stroje pro tažení
4.3. Nástroje pro tažení
4.4. Technologické postupy tažení
4. Technologie objemového tváření
- Tažení drátů a profilů
Tažení je protahování polotovaru otvorem
průvlaku, při kterém se zmenšuje příčný průřez a zvětšuje
délka. Dosahuje se přesných rozměrů a tvarů, zlepšuje se jakost
povrchu a mechanické vlastnosti. Nástroj je nepohyblivý. Pokud
je vyčerpána plasticita, musí se provést mezioperační žíhání.
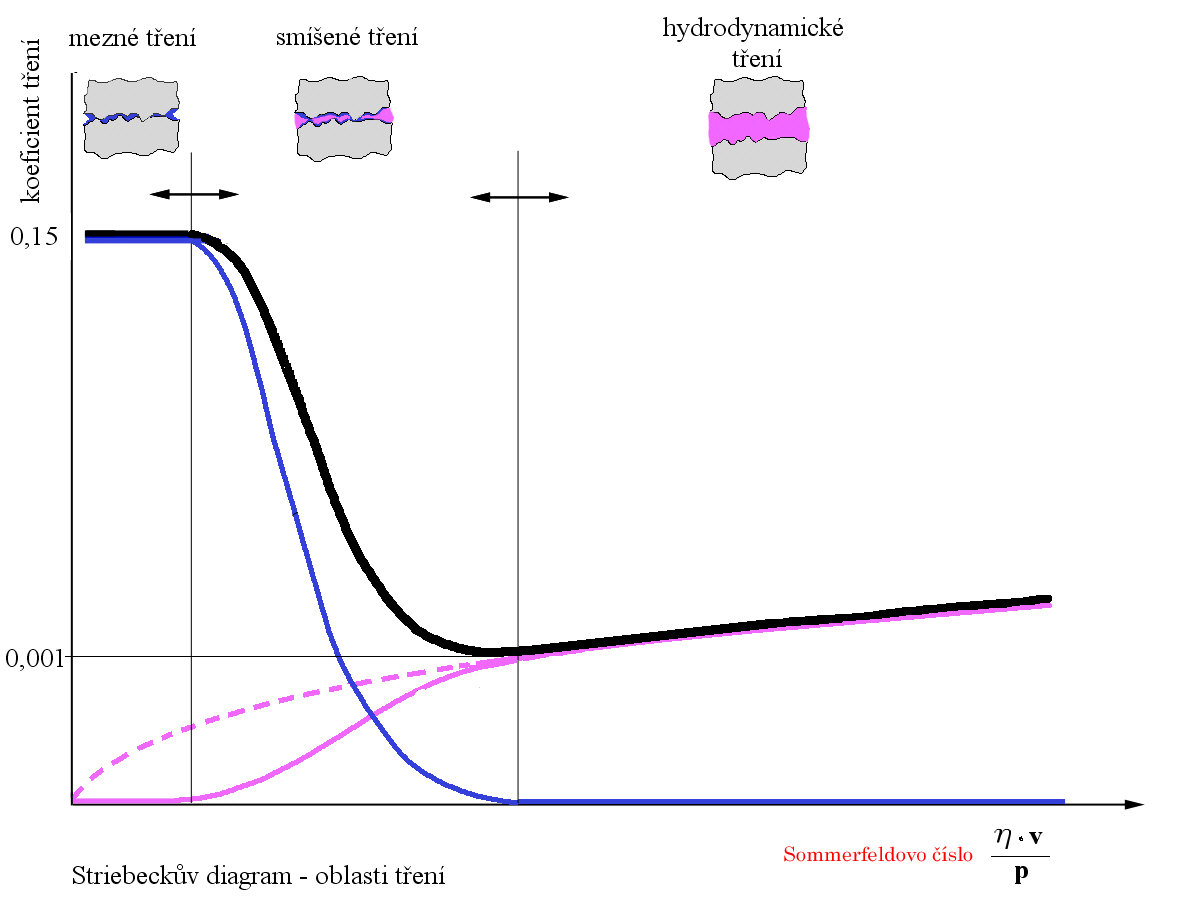
Nejdůležitější podmínkou pro tažení drátů,
trubek a profilů je snížení vnitřního pnutí pomocí
mazání. Mazivo musí snižovat součinitel tření, oddělovat
polotovar a průvlak, odvádět teplo a zajišťovat hladký povrch.
Jako výchozí polotovar se používají např. tyče válcované za
tepla. Následně se očistí od okují, na jednom konci zašpičatí a
za takto upravený konec se chytne polotovar kleštěmi a následuje
proces tažení.
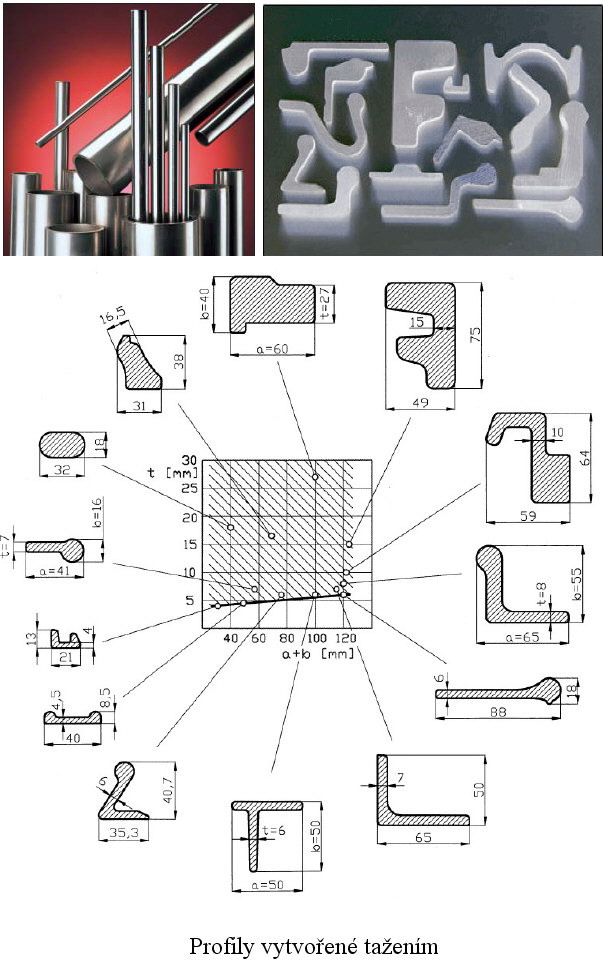
Tažení se používá pro výrobu
drátů, tyčí a nepravidelných tvarů a průřezů. Táhnout se
dají plná i dutá tělesa. Dráty mohou být taženy za sucha nebo za
mokra s povrchovou (pozinkování, pocínování, atd.) nebo bez
povrchové úpravy.
4.1.
Proces tažení a silové
poměry
Tvářecí proces tažení drátů a profilů se provádí za studena a to ve více
stupních. Možné přetvoření je omezeno pevností daného materiálu.
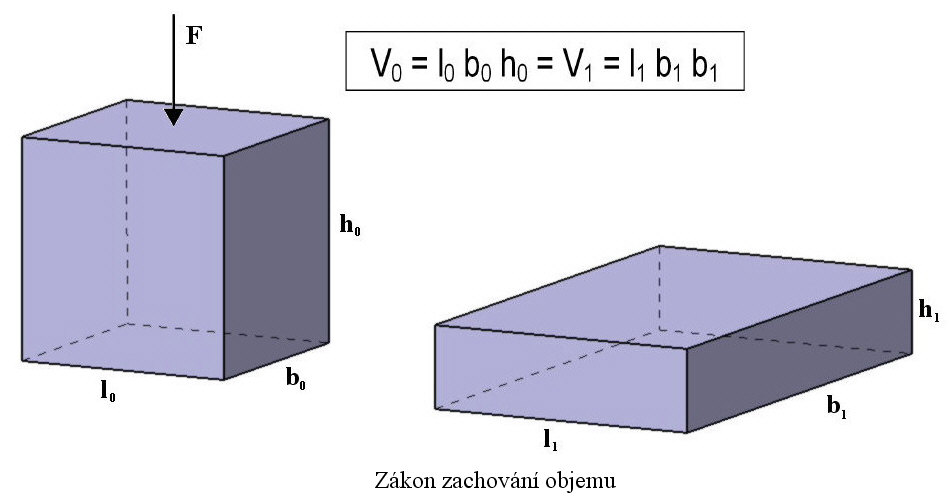
Sám název výstižně upozorňuje na to, že při této operaci se
materiál prodlouží ve směru tažení a tedy - má-li být
zachován jeho objem - zmenší se průřez. Redukcí průřezu
napomáhá radiální tlak vznikající v kuželové části průvlaku.
Tahové a tlakové síly vykonávají potřebnou deformační práci (tj.
mění rozměry), třecí síly působí proti směru tažení a ohřívají
materiál.
Z hlediska stavu napjatosti vzniká v pásmu deformace při tažení drátů
kruhového průřezu stav prostorové napjatosti tah, tlak, tlak.
Deformací je zde vlastně změna z původního průřezu na vstupu
So na průřez na výstupu S1 a
platí, že e
= log (So/S1).
Přetvoření drátu není v celém průřezu homogenní - prodloužení je
v ose větší, než u okrajů.
Správně zvolená tažná síla umožňuje
optimální využití tažných stolic vyloučením nebezpečnosti
porušení vstupního materiálu. Na tažnou sílu mají vliv tyto
činitelé:
- mechanické vlastnosti taženého materiálu (chemické složení, struktura, atd.),
- úběr (tažná síla roste se zvětšujícím se úběrem),
- tvar výrobku (se zvětšujícím se obvodem se zvětšuje tažná síla),
- tvar průvlaku (malý tažný úhel zvětšuje třecí síly, ale zlepšuje mazání),
- tváření mazání (čím je tvrdší materiál průvlaku, tím menší je součinitel tření),
- rychlost tažení (malá rychlost tažení, zvýšení teploty, zvýšení tažné síly).
4.2.
Stroje pro tažení
Stroje k tažení jsou
tažné stolice, které se používají k tažení drátů, profilů a
tyčí. Dělí se na stolice
s přímočarým pohybem (řetězové nebo hřebenové), kde je
rám, po němž se pohybuje tažný vozík s klešťovým zařízením a
tažnými čelistmi a unašečem, tažná rychlost je od 30 do 150
m.min-1
a délka kolem max. 60 m. Jsou vybaveny mazacím tlakovým
zařízením, které provádí mazání během tažení. Druhé stolice jsou
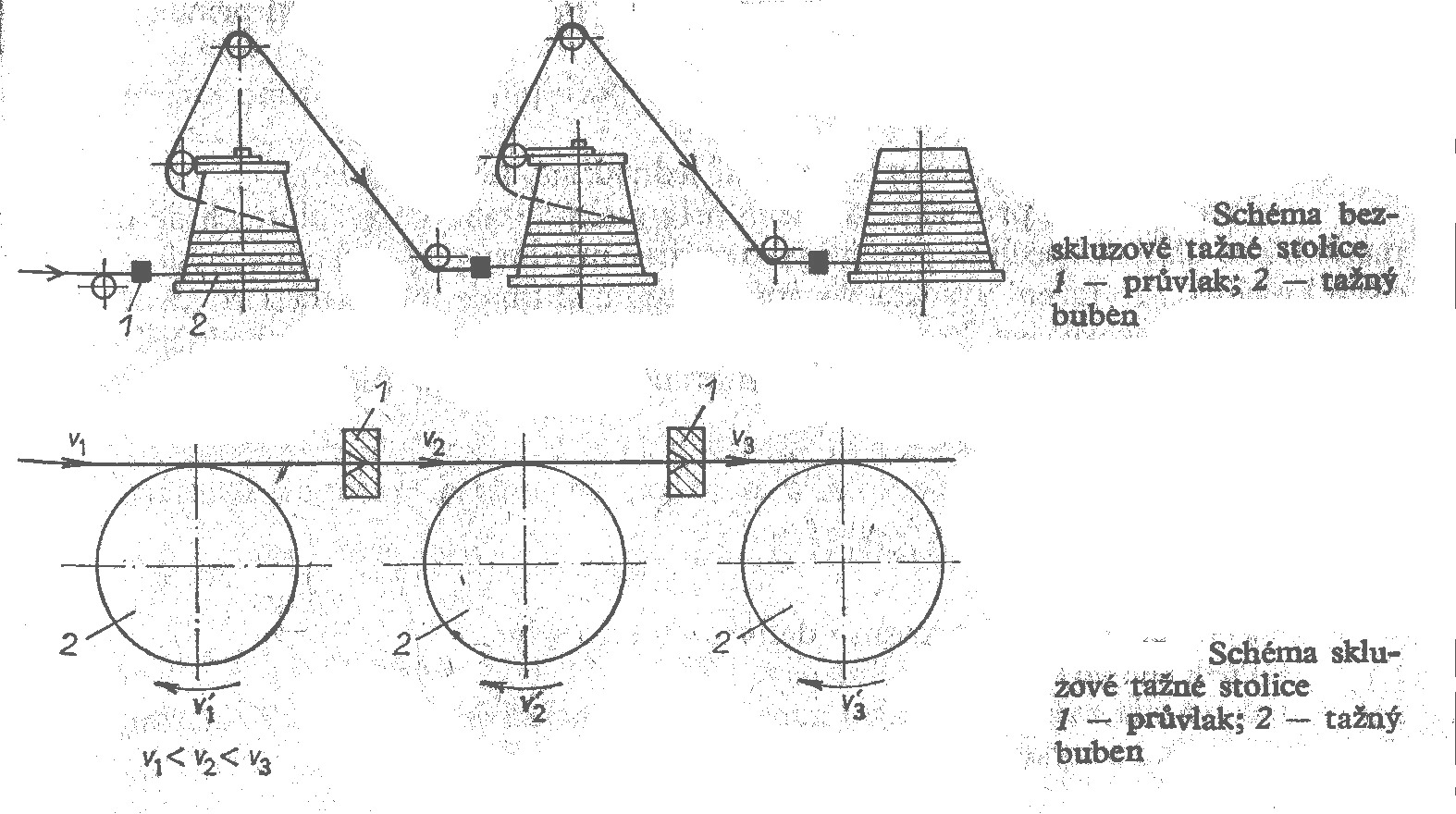
stolice
s navíjením taženého materiálu (jednoprůchodové nebo
víceprůchodové) a podle výrobního způsobu se dělí na
bezskluzové a skluzové. U bezskluzového způsobu je na tažném
bubnu několik závitů drátu, což znemožňuje prokluzování. U
skluzové stolice je nutné odvádět vzniklé teplo.
4.3. NÁStroje
pro tažení
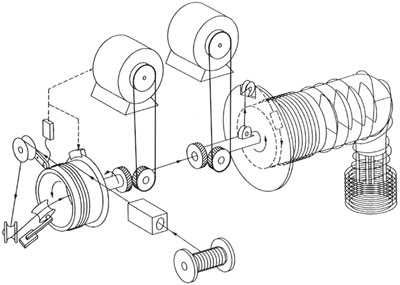
Nástrojem u tažení jsou
průvlaky, kalibry,
které se nepohybují a jsou značně namáhané na otěr. Průvlaky
z ocelí mají životnost zhruba 2000 kg drátu, z tvrdokovu zhruba
200krát větší, diamantové tažnice jsou téměř nezničitelné.
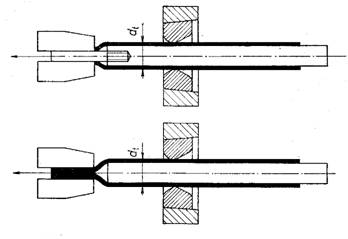
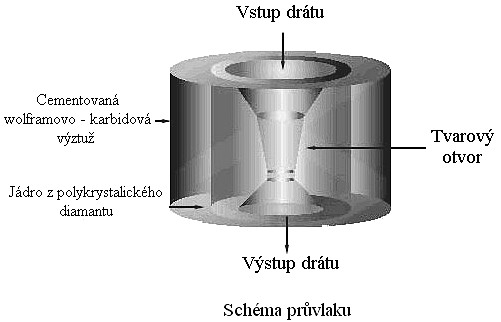
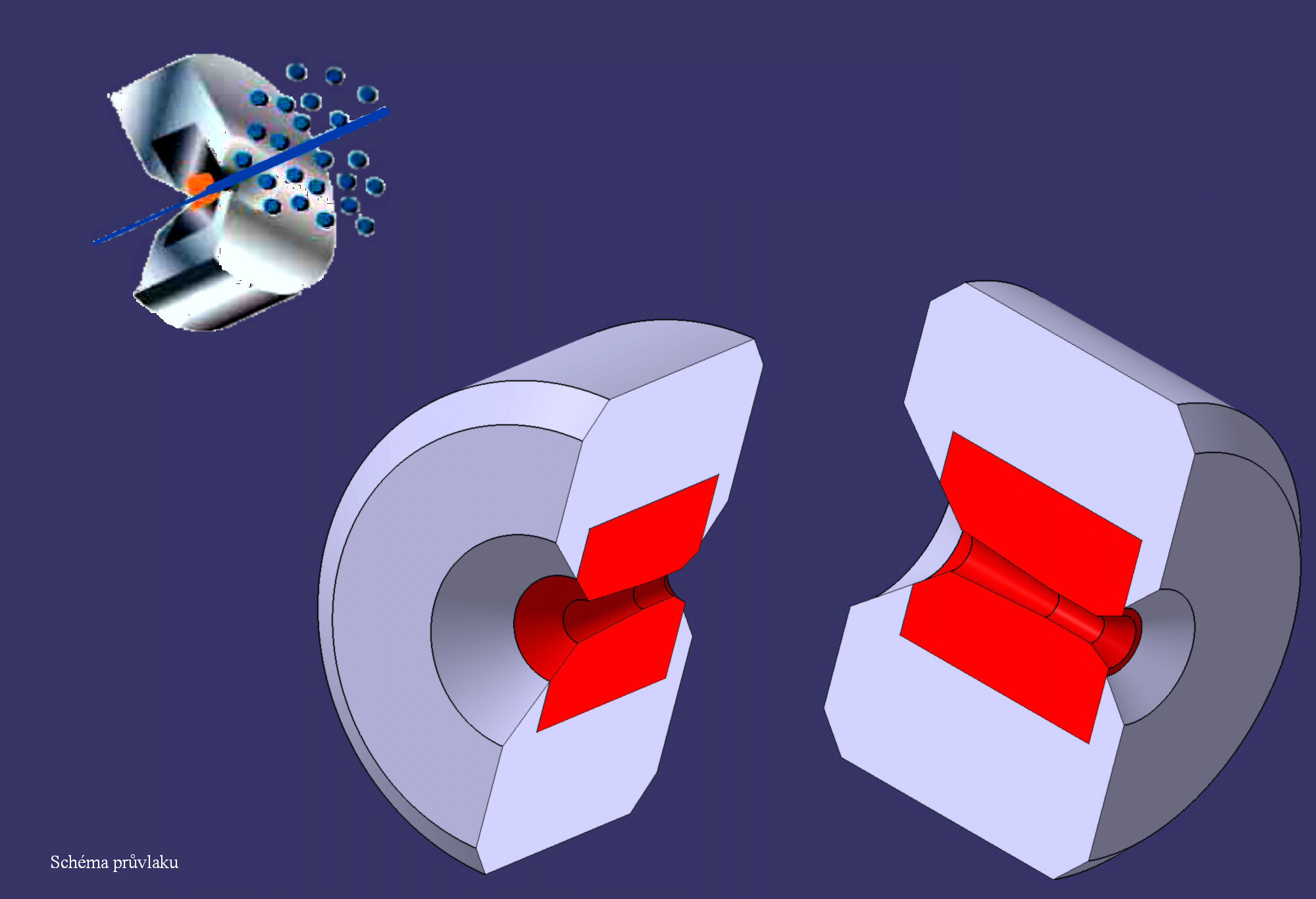
Jakost průvlaku má vliv na jakost povrchu konečného
produktu.Tvar průvlaku je ukázán na obrázku. Průvlak sestává
z většího počtu kuželů o různých vrcholových úhlech. Jejich
funkce - (shora) - je následující: vstupní kužel
(zaváděcí) – úhel otevření 45 až 60o, mazací –
úhel stejný, tažný – tažný kužel s úhlem 10 až 12o,
kalibrační a výstupní. Funkce jednotlivých částí
průvlaku je dána jejich názvem. Mazací část umožňuje pravidelné
rozestření maziva okolo polotovaru. Kalibrační část bývá válcová
a zajišťuje hladký povrch. Výstupní část umožňuje odpružení
deformovaného průřezu a
výstup bez
pasivních odporů, brání poškození průvlaku při přetržení drátu.
Průvlaky se vyrábějí buď jednodílné nebo skládané. Jako mazivo
se používá emulzí, fosfátů, boraxu, mýdlového prášku, apod..
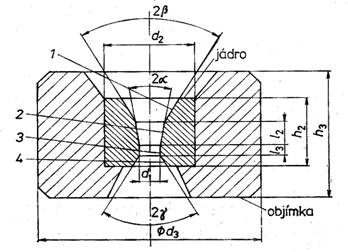
Schéma průvlaku
Pro trubky se používají v zásadě dva
průvlaky, průvlak s krátkou nebo s dlouhou válcovitou částí
Úhel otevření je 24 až 28o a délka je 1,5 násobek
tloušťky stěny vytažené trubky.
4.4.
technologické postupy
tažení
Technologie tažení je podstatně
nákladnější, než válcování a proto počet tahů má být minimální.
Získání kovově lesklého povrchu vyžaduje minimální celkový
plošný úběr 50 %, obvyklé úběry jsou kolem 80 až 90 %, což však
nelze udělat na jediný tah. Před vlastním tažením musí být
dokonalá příprava povrchu, tj. odstranění okují a nanesení
vrstvy, která slouží jako nosič maziva.
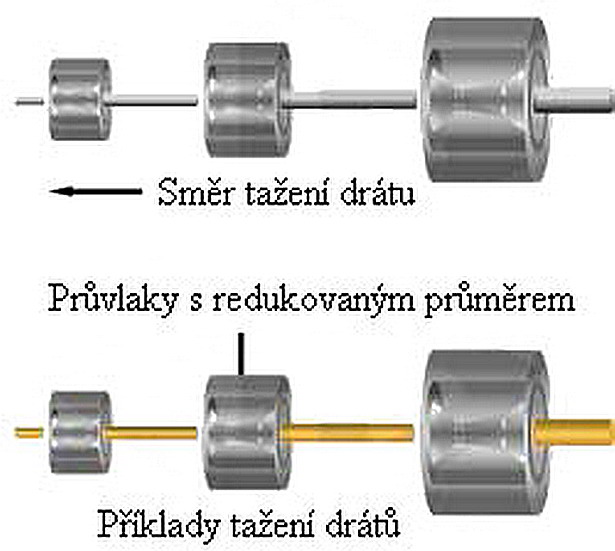
Jedním z technologických postupů tažení je
tažení drátů, které se dělí do následujících
technologických postupů:
- jednoduché tažení,
- tažení s protitahem (jednoduché tažení + protitah ke snížení měrné síly a zahřátí),
-
stupňovité tažení (deformace je rozložena do více stupňů, roste spotřeba energie na tažení),
- tažení za tepla (u ocelí se sníženou tvářitelností),
- tažení za snížených teplot (dosažení zvýšené pevnosti)
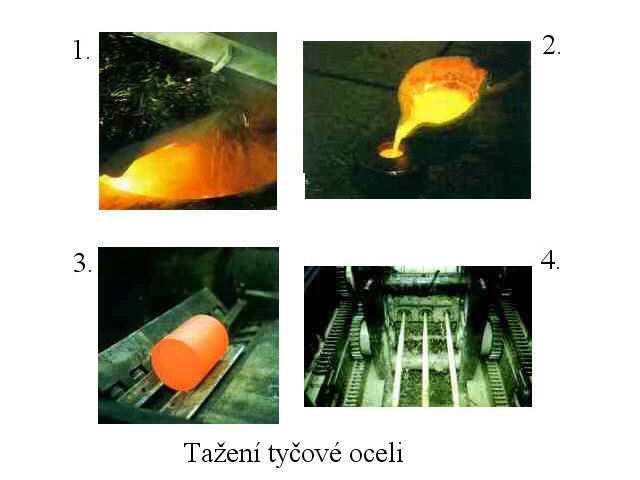
Pro
tažení tyčové oceli se jako polotovar používá tyčová
ocel válcovaná za tepla kruhového, šestihranného, čtvercového
nebo plochého průřezu.
Pro tažení bezešvých trubek a profilů,
které se na rozdíl od drátu táhnou v konečné délce, se používá
přetržitý proces. Nejčastěji se provádí za studena a je určena
pro trubky malých a středních rozměrů (od 0,1 až do 250 mm),
tenkostěnných i tlustostěnných, s nároky na rozměrovou přesnost
a jakost povrchu (lesklý a hladký vnější i vnitřní povrch).
Někdy se tyto trubky označují jako trubky přesné. Polotovarem
jsou trubky vyráběné válcováním zhruba do délky 4,5 m
s upraveným koncem pro prostrčení průvlakem.
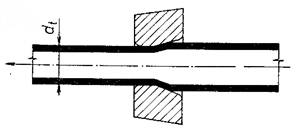
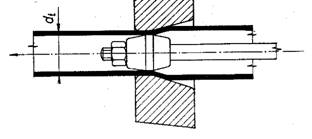
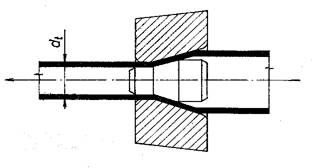
Základní způsoby tažení trubek jsou
(jednotlivé způsoby tažení se rozlišují podle toho, jak se
vymezuje vnitřní průměr trubek během procesu tažení, protože
vnější průměr trubky je vždy vymezen průměrem průvlaku):
.: Jdi na začátek stránky :.
|
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}