- Doplňkové technologie pro zpracování plastů
12.1. Technologie spojování plastů 12.1.1. Lepení
12.1.2. Svařování plastů
12.2. Technologie na úpravu povrchu12.2.1. Lakování plastů
12.2.2. Pokovování plastů
12.2.3. Kašírování plastů
12.2.4. Povlakování plasty
12.2.5. Desénování plastů
12.2.6. Leštění plastů
12.2.7. Sametování plastů
12.2.8. Potiskování plastů
12.3. Technologie pro zpracování kapalných systémů12.3.1. Máčení
12.3.2. Natírání a impregnace
12. doplňkové technologie pro zpracování plastů
Mezi doplňkové technologie se řadí
všechny technologie, které nelze zařadit do tvářecích a
tvarovacích technologií. Patří sem jednak technologie na úpravu povrchu
(lakování,
kašírování,
pokovování, povlakování,
dezénování,
potiskování, atd.), jednak technologie využívající
kapalné systémy
(máčení,
natírání, impregnace), technologie určené pro spojování plastů
(lepení, svařování, nýtování, atd.) a technologie obrábění
plastů. V důsledku velkého počtu technologií budou
v následujících kapitolách stručně popsány vybrané doplňkové
technologie.
12.1. Technologie spojování
plastů
Tyto technologie slouží ke spojování dílů z plastů buď navzájem mezi sebou nebo s jinými materiály.
Spoj je možno provést
rozebíratelným
(šroubové,
západkové,
trubkové, aj. spoje) nebo
nerozebíratelným
způsobem (lepení, svařování, mechanické metody –
nalisování, nýtování). Probráno bude pouze lepení a
svařování, protože ostatní způsoby spojování se týkají spíše
konstrukce plastových dílů a ne technologie.
12.1.1. Lepení
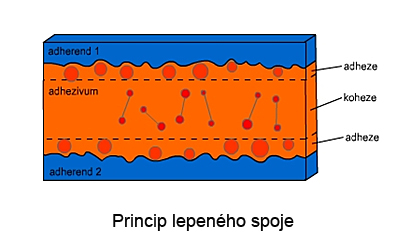
Lepení plastů lze
charakterizovat jako technologický proces, při kterém se vytváří
nerozebíratelné
spojení dvou stejných nebo odlišných materiálů za použití
zvoleného adheziva (lepidla). Na rozdíl od lepení kovů se lepení
plastů jeví jako jednoduché spojování polymerů polymery, ale ve
skutečnosti to není tak jednoduché, jak se na první pohled může
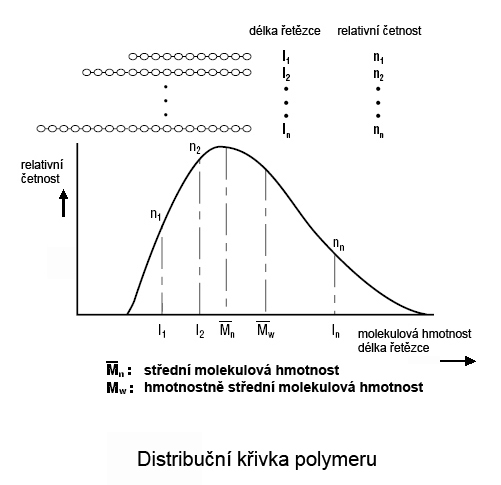
zdát. Polymerní materiály jsou totiž mnohem komplikovanější, než
kovy, a liší se nejenom molekulovou hmotností (rozdílná
distribuce částic), ale i množstvím přísad (barviva,
změkčovadla, stabilizátory, atd.), z nichž mnohé přímo brání
lepení.
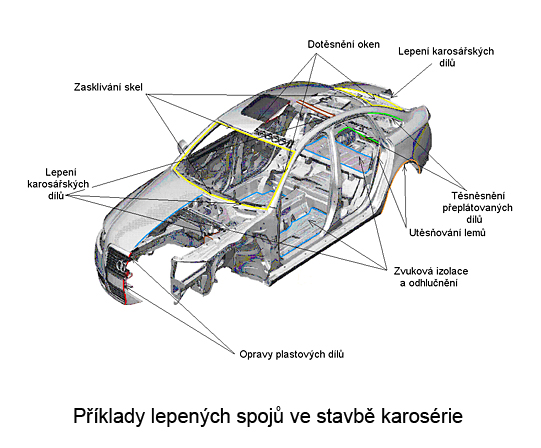
Výhodou lepení je, že můžeme lepit jakékoliv materiály a díly různé
velikosti a tloušťky. Nedochází k narušení struktury
jako třeba u nýtování,
k ovlivnění a narušení struktury jako
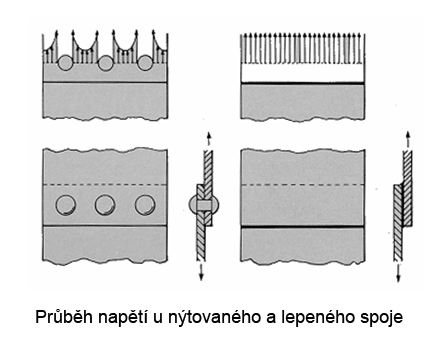
při svařování a zachovává se vnější vzhled. Navíc při dynamickém
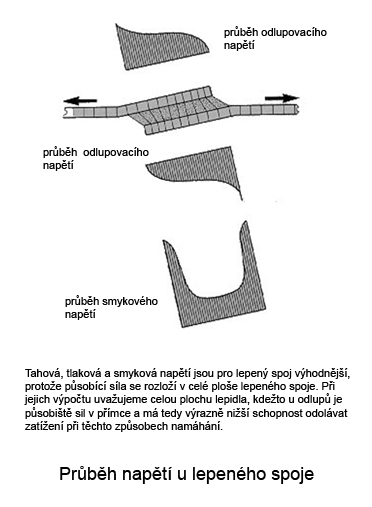
namáhání rozvádí lepený spoj
napětí rovnoměrněji a spoje jsou těsné a nepropustné pro
plyny a páry. Mezi další výhody technologie lepení patří
jednoduchý postup při lepení, relativně velká pevnost při malé
hmotnosti, možnost slepovat i ohebné předměty, minimální lokální
koncentrace napětí při správném provedení lepeného spoje.
Nevýhodou je dokonalá příprava povrchu a doba, po kterou musí
dojít ke ztuhnutí nebo vytvrzení lepidla, nižší tepelná (a někdy
i chemická a mechanická) odolnost lepeného spoje proti
základnímu materiálu a nízká odolnost proti odlupování.
Pro vytvoření kvalitního lepeného
spoje je potřeba zajistit: správný návrh konstrukce spoje;
správnou volbu materiálů (tj. lepidla a materiálů lepených
ploch); správnou povrchovou úpravu lepených ploch; zachování
předepsaného postupu při použití zvoleného lepidla; vytvoření
dokonalých mechanických a fyzikálně-chemických podmínek pro
vznik pevných vazeb.
Většinu plastů lze všeobecně lepit prakticky všemi druhy lepidel a lze tedy zkonstatovat, že
lepení je použitelné pro ty plasty, které mají vzhledem ke své
chemické povaze a polárnímu charakteru dostatečnou adhezi
k lepidlům.
Lepidla dělíme na několik skupin (jeden z možných způsobů dělení):
- organická rozpouštědla (roztoková lepidla) jsou vhodná pro lepení termoplastů, jako je PS, SAN, ABS, PMMA, PC, CA;
- lepidla na bázi kaučuku (přilnavá lepidla) se používají pro spojování plastů s kaučuky, kovy apod., mají však nízkou pevnost spojů;
- tavná lepidla - roztoky polymerů, používají se pro lepení PVC, PMMA a jako univerzální lepidla. Musí se přivést do plastického
roztaveného stavu a lepení je ukončeno po zchlazení, musí se však přesně dodržovat teplotní režim;
- tvrditelná lepidla (bezrozpouštědlová lepidla) mají vysokou adhezi a dávají ve svém výsledku pevné
lepené spoje. Jsou vhodná pro lepení reaktoplastů
navzájem nebo s kovy, sklem, keramikou, apod. a omezeně jsou
vhodná i pro některé termoplasty, např. POM, PC.
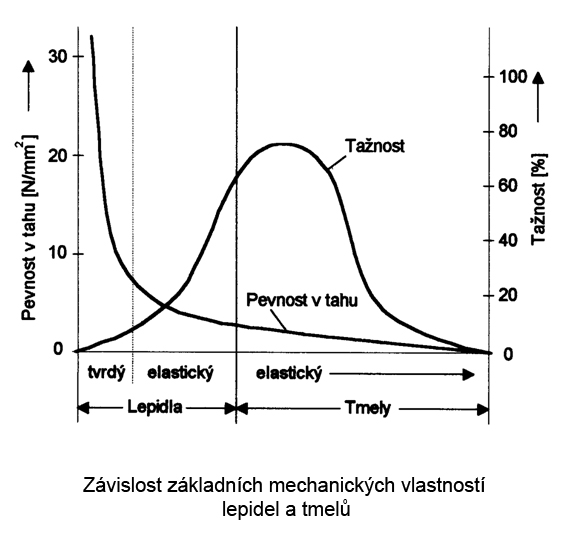
Z tohoto sortimentu lepidel potom
vybíráme podle druhu plastu, který se má lepit. Nejzákladnějším
kritériem pro výběr lepidla je požadavek, aby se lepidlo svými
vlastnostmi co nejvíce přibližovalo lepeným plastům. Jedná se
hlavně o
pevnostní charakteristiky (např. modul pružnosti, apod.),
navlhavost,
velikost smrštění, rovnoměrnost hodnot se změnou teploty,
dobré zpracovatelské vlastnosti (např. nanášení, doba
použitelnosti, apod.) a technologické vlastnosti. Při volbě
lepených materiálů se musí brát v úvahu rozdílná
teplotní roztažnost a tepelná vodivost slepovaných
materiálů, která se může výrazně lišit, např. mezi kovem a
plastem.
Podle druhu plastu se lepení dělí na lepení:
- termoplastů – které se dělí buď na
termoplasty dobře lepitelné (střední polarita), jako PS,
PMMA, PVC, ABS, PC nebo na termoplasty obtížně lepitelné,
jako je PA – silně polární plast, PET a konečně na
termoplasty, které je možné lepit jen po náročné úpravě
povrchu (oxidace pro zvýšení polarity nebo přidání polárních
plniv) a pevnost lepeného spoje není vyšší, jak 30 %
pevnosti základního lepeného materiálu. Patří sem
polyolefíny a fluoroplasty;
-
reaktoplastů – technologie lepení je
náročnější z hlediska volby lepidla v důsledku vysokých
mechanických a tepelných vlastností a z hlediska chemické
odolnosti a také vzhledem k časté anizotropii vlastností. Na
druhé straně je lepení „jednodušší“ oproti termoplastům
v důsledku netavitelnosti vytvrzeného plastu.
Technologický postup lepení je ve své
podstatě vždy téměř shodný a má následující fáze:
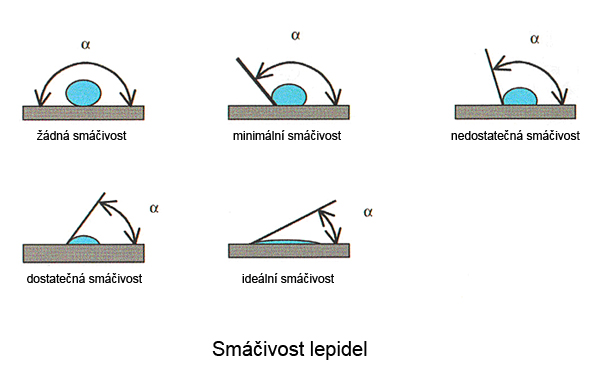
- příprava povrchu lepeného
materiálu (adherendu) – hlavním cílem úpravy povrchu je
maximální
zvýšení smáčivosti a vznik adhezních vazeb (odstranění
všech látek, vrstev a nerovností). Čím větší je lepená
plocha a čím vyšší je počet vazeb, tím vyšší je i pevnost
lepeného spoje. Příprava povrchu u lepených plastů spočívá
buď ve fyzikálních operacích (např. broušení,
smirkování, pískování, ultrazvukové čištění, polarizace
oxidačním plamenem, sušení, ozařování UV zářením, iontové
bombardování, apod.) nebo v chemických operacích
(odmašťování, použití nátěrů primérů, moření, anodická
oxidace, fosfatizace, apod.);
- příprava lepidla – v dnešní době téměř žádná, neboť výrobci
dodávají lepidla v již takovém stavu, že se dají téměř
okamžitě použít;
- nanášení lepidla – podmínkou
dosažení kvalitního lepeného spoje je nanesení souvislé a
rovnoměrné vrstvy (tloušťky) lepidla. Způsoby nanášení
lepidla mohou být jednak ruční (štětce, tyčinky,
stěrky, tuby, síta, apod.), pomocí přípravků (vytlačovací
pistole, mechanické dávkovače, ruční nožové a válcové
natírací zařízení) a strojní (polévací zařízení,
zařízení s natíracím nožem a válcem a vzduchovým nožem,
stříkání pomocí pistolí, elektrostatické nanášení, apod.),
ale i pomocí tepelných procesů (natavování, žárové
stříkání, vytlačování taveniny);
- montáž lepeného spoje – lepidlo se projevuje svojí
viskozitou a přilnavostí k lepeným materiálům a proto je při
lepení velmi důležitý tzv. montážní doba. To je doba, během
které dojde k přiložení druhého lepeného materiálu. Po
spojení musí dojít k zafixování spojovaných materiálů a musí
začít působit tlak, který jednak způsobí dokonalé přilnutí
k lepeným povrchům, jednak zajistí dosažení požadované
tloušťky lepidla, fixaci dílů, proniknutí lepidla do pórů.
Tlak nesmí být moc velký, aby nedošlo k vytlačení lepidla;
- vytvoření pevného lepeného spoje – většinou probíhá působením
teploty na dříve vytvořený spoj za současného působení tlaku nebo
za normálních podmínek okolí. Lepení za studena probíhá při teplotě
15 až 25 oC, lepení za zvýšených teplot je nad 25 oC a při teplotě
přes 100 oC jde o lepení za horka (nebezpečí vzniku pnutí vlivem odlišné roztažnosti).
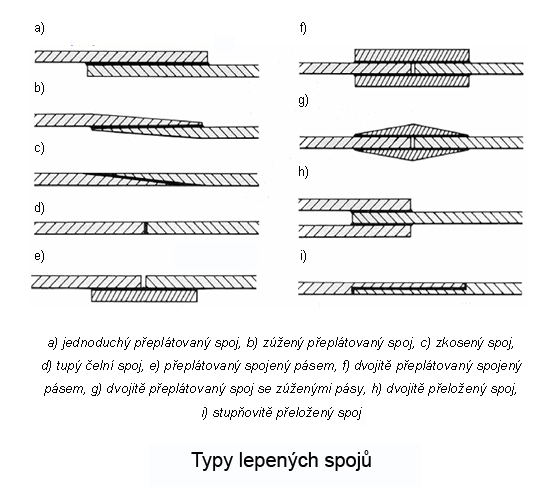
Mezi základní
druhy lepených spojů patří spoj zkosený,
přeplátovaný a se stykovou deskou. Při
namáhání lepeného spoje nejdříve dochází k deformaci
lepeného materiálu a následně k deformaci lepidla. Nejmenší
pevnost mají lepené spoje, jsou-li namáhány na odlupování - na
ohyb. Nejvíce odolávají namáhání na smyk.
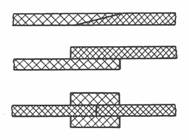
Základní druhy lepených spojů – odshora: zkosený, přeplátovaný a se stykovou deskou
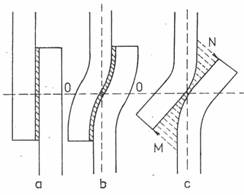
Deformace jednoduchého přeplátovaného spoje
a) stav bez napětí, b) začínající deformace lepeného adherendu a lepeného spoje,
c) ukončená deformace adherendu a průběh deformace adheziva
12.1.2. Svařování plastů
Svařování plastů je technologie spojování dílů z plastů za použití tepla nebo tlaku
s přídavným materiálem nebo bez něho, přičemž se ve svařovací
zóně spojovaných ploch nachází materiál ve viskózně-tekutém
stavu. Svařování plastů lze použít pouze pro
termoplasty, které se dají přivedeným teplem převést do
plastického, popř. tekutého stavu. Reaktoplasty nelze svářet,
protože po zpracování jsou dále již netavitelné, nelze je již
převést do plastického stavu. Výhodné jsou termoplasty s širokou
oblastí viskózního stavu (horní a spodní teplotou teploty tání
resp. teploty viskózního toku) a termoplasty s pozvolným
přechodem do tekutého stavu, např. PVC, PS, PE, PP. Termoplasty
se strmým přechodem, např. PA, jsou pro svařování méně vhodné.
Ještě větší opatrnosti je nutné dbát u termoplastů náchylných
k oxidaci za vyšších teplot, např. u POM. Při použití dvou
odlišných druhů plastů nebo např. u plněných plastů, a to jak u
základního materiálu, tak i mezi přídavným a základním
materiálem, je potřeba uvažovat s výrazným poklesem pevnosti
svarového spoje. Tyto svarové spoje nemohou splňovat náročné
podmínky, kladené na jejich pevnost a jsou určené pouze pro
podřadné účely.
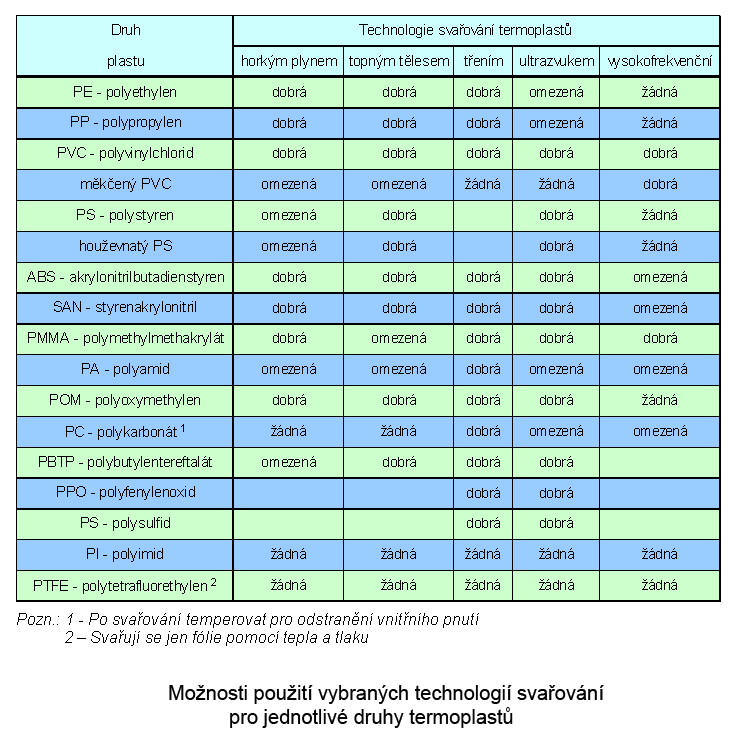
V praxi se uplatňuje pro svařování termoplastů poměrně
velké množství technologií, z nichž některé jsou vhodné jen
pro trubky, některé jen pro desky nebo fólie, některé se
používají často, některé pouze ojediněle. Většina metod
svařování plastů je odvozena od svařování kovů.
Jednotlivé technologie svařování se liší podle
způsobu předání tepla, potřebného k ohřátí, resp. roztavení
povrchů spojovaných součástí. Teplo může být předáno buď přímo
(např. přímý kontakt s nosiči tepla, kontakt s horkým plynem) a
nebo přeměnou jiných druhů energie na teplo (např. přeměna
mechanické nebo elektrické energie na teplo). Vlastní způsob
provedení svarového spoje se také liší a to hlavně z hlediska
postupu provedených operací během jednotlivých technologií
svařování, který může být následující:
- svařované povrchy jsou nejprve uvedeny ve vzájemný kontakt a teprve potom jsou zahřívány;
- svařované povrchy jsou nejprve zahřívány a potom jsou uvedeny ve vzájemný kontakt;
- svařované povrchy jsou současně ve vzájemném kontaktu a současně se i zahřívají.
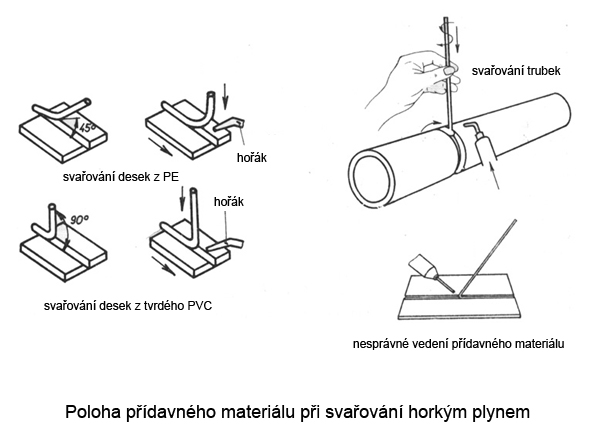
Svařování horkým plynem při současném použití přídavného
materiálu se používá skoro
u všech termoplastů a v technologické praxi je poměrně
rozšířené. Spoj se vytváří pomocí přídavného materiálu, který
se, stejně jako povrch svařovaných dílů, ohřívá proudem horkého
plynu na teplotu, kdy je natavený plast za působení tlaku
schopen vytvořit dostatečně pevný spoj. Základní materiál i
přídavný materiál se působením horkého vzduchu plastikuje se do
viskózně - tekutého stavu. K vzájemnému spojení, a tedy
k vytvoření svarového spoje, dochází za působení tlaku.
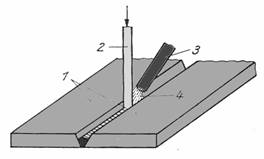
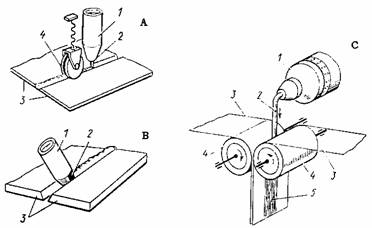
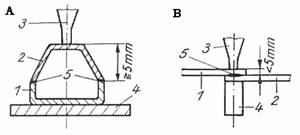
Princip svařování horkým plynem s přídavným materiálem
(1 – základní materiál, 2 – přídavný materiál, 3 – tryska svařovací pistole, 4 – horký vzduch)
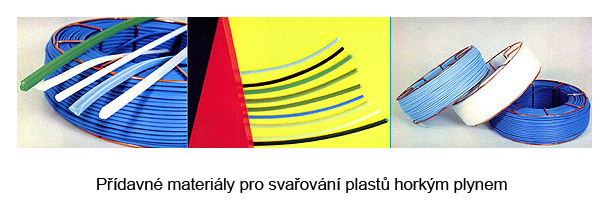
Přídavný materiál, většinou ve formě tyčinky (drátu), ale i
s trojúhelníkovým průřezem, bývá z téhož typu termoplastu, jako
je základní svařovaný materiál a přivádí se (vtlačuje se) do
svarového spoje kolmo ke svařovaným plochám. Přitlačuje se ručně
nebo mechanicky. Rychlost svařování (podávání drátu) se pohybuje
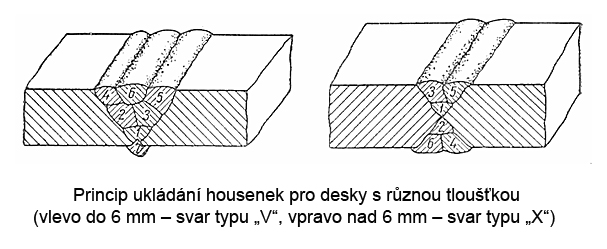
od 10 do 60 cm.min-1. Svarový spoj musí být provedený
v celém svařovaném průřezu a celou mezeru je nutné
postupně vyplnit přídavným materiálem. Ke svařování kořene
se používají dráty menších rozměrů, k vyplnění svaru se
používají dráty větších rozměrů.
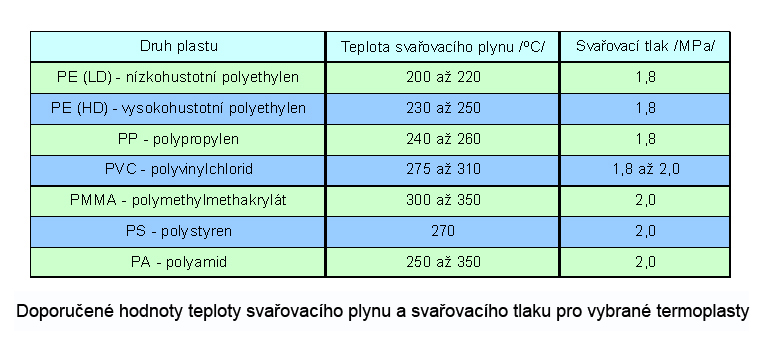
Teplota plynu je na horní hranici
zpracovatelských teplot pro daný plast. Dalším svařovacím
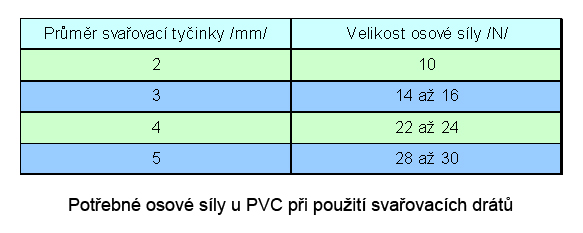
parametrem je kromě svařovací teploty i
svařovací tlak, který je závislý na
rozměru přídavného drátu. Tak např. pro PVC je doporučená
hodnota asi 1,5 MPa. Vytvořený svar se nechá následně chladnout
na vzduchu bez zatěžování či jakéhokoliv namáhání. V případě
polyolefínů (PE, PP) je důležité zbavit plochy svařovaných
materiálů a celý povrch přídavného materiálu povrchové
zoxidované vrstvy, u ostatních plastů mastnoty.
Svařování pomocí horkého plynu a
přídavného materiálu při použití rychlosvařovacího nástavce
(trysky). Pro zefektivnění předchozí metody svařování horkým vzduchem byly
vyvinuty a zkonstruovány tzv. rychlosvařovací nástavce, které se
nasouvají na ústí svařovací pistole. Hlavním úkolem
rychlosvařovacích nástavců je předehřátí přídavného materiálu,
který je potom možno rychleji ukládat do oblasti svaru.
Předehřátí se děje průchodem přídavného materiálu trubičkou,
kterou prochází horký vzduch. Trubička je ukončena patkou,
kterou se přídavný materiál vtlačuje do svarového spoje.
Nevýhodou je, že každý jiný průměr svařovacího drátu vyžaduje
samostatný rychlosvařovací nástavec, neboť podmínkou bezchybného
provozu je, aby průměr trubičky byl o 1 mm větší, než je průměr
přídavného materiálu. Rychlost svařovacího procesu se urychluje
na dvoj až trojnásobek rychlosti klasického svařování horkým
vzduchem
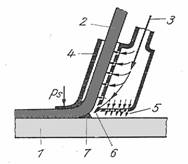
Princip svařování horkým plynem při použití rychlosvařovacího nástavce
(1 – základní materiál, 2 – přídavný materiál, 3 – přívod vzduchu,
4 – rychlosvařovací nástavec svař. pistole, 5 – nahřívání základního materiálu, 6 – ohřev místa svaru, 7 – roztavený termoplast)
Svařování kondukční je založeno na dotyku
svařovaného materiálu se zahřátým nástrojem a na přenosu tepla
kondukcí (vedením). Umožňuje dosáhnout kvalitních svarů při
vysokém výkonu. Svary dosahují vysoké pevnosti (až 100 %
pevnosti základního materiálu) a neobsahují téměř žádné vnitřní
pnutí. Technologie kondukčního svařování vyžaduje přesnou
regulaci teploty pracovních částí nástroje a dodržení tlakových
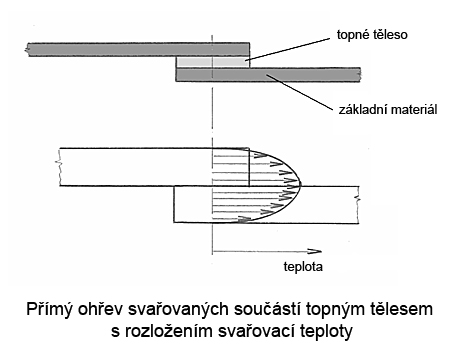
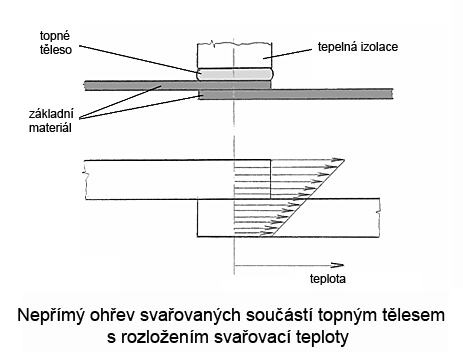
podmínek, resp. působících sil. Ohřev svařovaných součástí
topným tělesem může být buď
přímý nebo
nepřímý. U přímého ohřevu je maximální teplota v místě
styku obou svařovaných součástí, u nepřímého ohřevu je maximální
teplota na povrchu základního materiálu, který je nejblíže
topnému tělesu. Proto špatná vodivost plastů dovoluje použít
nepřímý ohřev pouze na svařování fólií.
Nástrojem, který předává teplo základnímu materiálu, může být buď tzv.
svařovací zrcadlo pro svařování trubek a profilů,
nebo tzv. svařovací lišta pro svařování fólií a deskových
materiálů, nebo mohou být tvary nástroje přizpůsobeny tvaru
svařovaných dílů. Nástrojem jsou kovová tělesa z hliníku, mědi
nebo chromové oceli, která jsou obvykle vytápěna elektricky,
příp. plynem a jejich pracovní plocha je opatřena separační
látkou proti lepivosti.
Princip svařování spočívá v tom, že svařované materiály s přesně a hladce
opracovanými plochami jsou přitlačeny tzv. nahřívacím tlakem
k plochám nástroje, který je ohřátý na
požadovanou teplotu podle druhu svařovaného termoplastu.
V první fázi se tedy plochy svařovaných předmětů
přizpůsobují plochám nástroje. Tento časový úsek je ukončen
vznikem přetoku (výronku) po obvodu svařovací plochy.
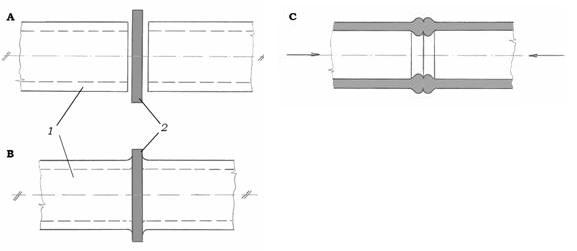
Princip kondukčního svařování
1 – svařovaný materiál, 2 – topné těleso, A – fáze přípravná, B – fáze nahřívací a prohřívací, C – svařovací fáze
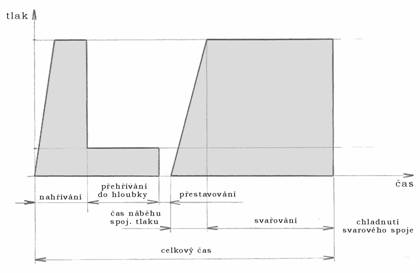
Časový průběh tlaku při svařování natupo
V další fázi svařování se sníží tlak na minimum, aby byl pouze
zabezpečen kontakt ploch s nástrojem a během této druhé fáze
nastává pouze prohřívání materiálu do hloubky bez zvětšování
přetoku. Po prohřátí (časový úsek odpovídá velikosti svařované
plochy a závisí na materiálu a na tloušťce stěny) se svařované
materiály oddálí od nástroje, z pracovní polohy se v co
nejkratším čase odstraní i nástroj. Plochy, určené ke svaření,
se k sobě přitlačí postupně narůstajícím tlakem až do dosažení
hodnoty svařovacího tlaku (třetí fáze svařování).
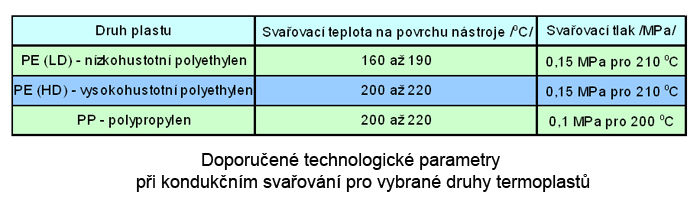
Svařovací tlak musí působit až do doby, kdy teplota uvnitř
svaru klesne pod 100 oC (pro PE a PVC, pro PP může
být vyšší). Doporučené hodnoty tlaku jsou v rozmezí 0,1 až 0,2
MPa. Svařovací doby se pohybují kolem 3 sekund a doba působení
svařovacího přítlaku je kolem 180 až 240 sekund. Svařovací
teploty jsou spíše na spodní hranici zpracovatelských teplot,
nad Tf a Tm.
Svařovací teplota představuje teplotu pracovní plochy nástroje.
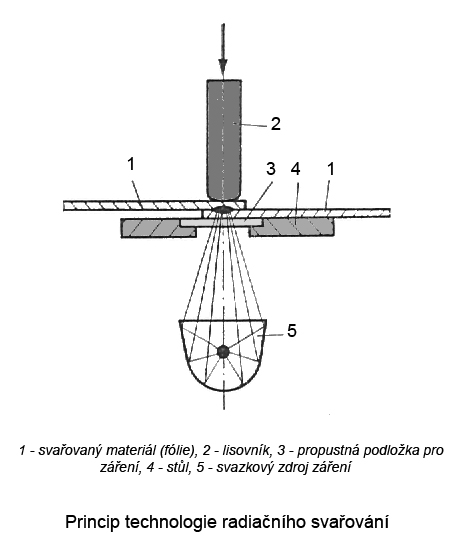
Svařování radiačníje obdobou předchozí technologie svařování pouze s tím rozdílem, že povrch
svařovaných materiálů není ohříván dotykem s ohřátým nástrojem
(kondukcí), ale je ohříván přenosem tepla sáláním, zářením
(radiací). Na rozdíl od technologie svařování kondukcí zde však
dochází k oxidaci povrchu svařovaných ploch a tedy ke zhoršení
kvality a pevnosti svarového spoje. Z tohoto důvodu není tato
technologie svařování příliš rozšířená, používá se hlavně u
fólií a ustupuje vůči kondukčnímu svařování do pozadí.
Svařování ohraňováním (ohýbáním). Tvarování a svařování deskových polotovarů vyžaduje vysokou
přesnost ohřevu na tvarovací a svařovací teplotu, aby při
tvarování nedocházelo k tepelné degradaci termoplastu. Tento
ohřev zbytečně prodlužuje technologickou operaci a navíc
vyžaduje použití dalších přípravků, aby byla zajištěna rozměrová
přesnost výrobků. Tyto problémy řeší podstatně jednodušším
způsobem technologie svařování ohraňováním, a to hlavně při
svařování polyolefínů (PE, PP).
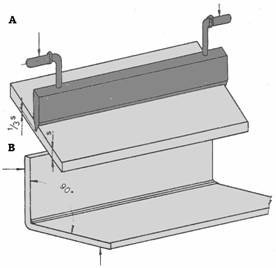
Princip svařování ohraňováním
A – fáze ohřevu místa svarového spoje svařovací lištou, B – fáze svaření, ohnutí
Nástrojem je svařovací lišta, která je opatřena klínovitým zkosením. Touto
pracovní plochou, položenou na místo ohybu, se nechá svařovací
lišta za účinku mírného tlaku vnikat až do hloubky 2/3 tloušťky
desky. Po dosažení této úrovně se zruší účinek tlaku a nechá se
pouze prohřívat svařovaný materiál. Následně se nástroj odsune a
materiál se ohne do požadovaného úhlu.
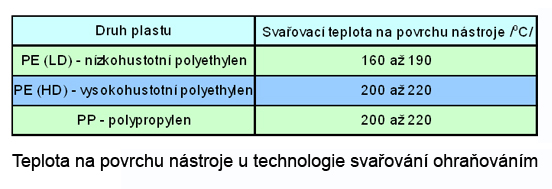
Teplota povrchových částí nástroje je shodná s teplotami
jako u technologie kondukčního svařování. Desky větších
tloušťek, obvykle nad 6 mm, je potřeba předem předfrézovat nebo
je nutné opačnou stranu v místě ohybu ohřát na tvarovací teplotu
daného plastu.
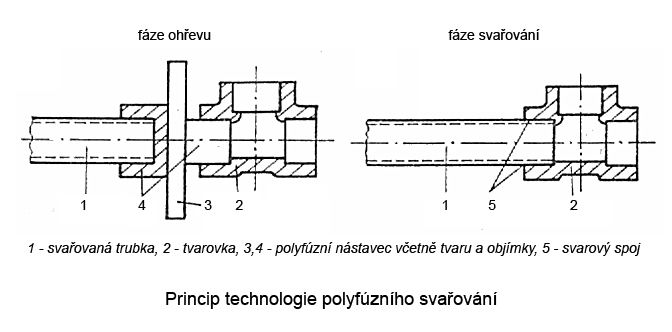
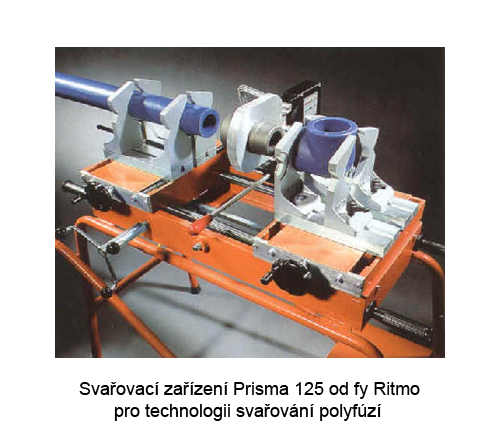
Polyfúzní svařování
našlo největší uplatnění při svařování trubek z polyolefínů (PE, PP), resp. u
trubek s tvarovkami pomocí tzv. hrdlových spojů. Podmínkou
pro kvalitně provedený svarový spoj je nutnost zahřát na
svařovací teplotu nejenom vnější povrch trubky, ale i vnitřní
povrch hrdla. Svařované plochy se nahřívají kovovým nástrojem,
zahřátým na
svařovací teplotu, na který se svařované díly nasouvají.
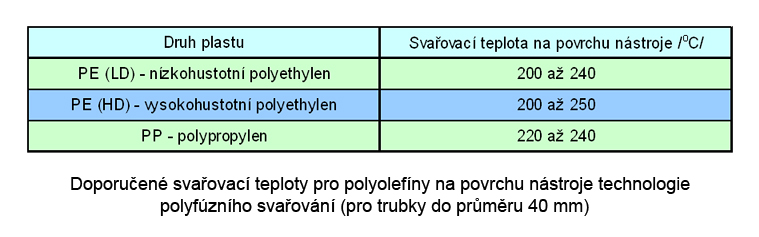
Teploty
nástroje (teploty na povrchu polyfúzního nástavce) jsou
shodné s teplotami jako u kondukčního svařování. Svařovací tlaky
jsou bývají kolem 0,1 MPa (polyolefíny a PVC). Stejných hodnot
nabývají i ohřívací tlaky, potřebné k nahřátí a prohřátí
základního materiálu. Nahřívací plochy nástroje jsou mírně
kuželové (úhel asi 1o), což po vzájemném spojení
vytvoří podmínky pro dosažení potřebného svařovacího tlaku.
Pracovní plochy nástroje bývají většinou opatřeny vrstvou PTFE
kvůli separaci a lehčímu čistění mezi jednotlivými pracovními
cykly.
Elektrofúzní svařování je obdobná technologie svařování, jako bylo svařování pomocí polyfúze.
Rozdíl je však v tom, že se svarové plochy nahřívají odporovou
elektrickou spirálou, která je umístěná v hrdle každé tvarovky.
Ohřev nastává až po nasunutí trubky (za studena). Po přerušení
proudu a vychladnutí spoje zůstává odporová spirála v provedeném
svarovém spoji, neboť je zatavena ve svaru. Tato technologie je
momentálně nejrozšířenější v plynárenství a v drtivé většině se
používá pro HDPE.
Svařování pomocí extruderu je shodné s technologií svařování s přídavným materiálem, který
se však do svarové mezery nedodává ve formě tyčinky, ale ve
formě zplastikovaného termoplastu ve tvaru housenky. Tato
svařovací technologie je jednou z nejprogresivnějších
technologií pro svařování plastů, zejména pro tlustostěnné
materiály, svařované jednohousenkovými svary a také pevnost
svarových spojů je vyšší, než u klasické metody svařování horkým
vzduchem. Svar je ideálně hladký. Svařovací výkon je značný při
porovnání se svařováním horkým vzduchem resp. s pomocí
rychlosvařovacích nástavců. Bývá 40krát resp. 20krát vyšší.
Zplastikovaný materiál, jehož teplota je kolem teploty tání
krystalitů, se dodává do svaru pomocí
kontinuálního vytlačovacího stroje. Vstupním materiálem do
extruderu je buď svařovací drát nebo granulát. Hlavní podmínkou
pro kvalitně provedený svar je nutnost předehřátí svarových
ploch na svařovací teplotu, což se nejčastěji provádí horkým
vzduchem.
Princip extruderového svařování
1 - extruder, 2 – hubice se zplastikovaným přídavným materiálem, 3 – svařované materiály, 4 – tlakové kotouče,
5 – svarový spoj, A, B – svařování desek, C – svařování fólií
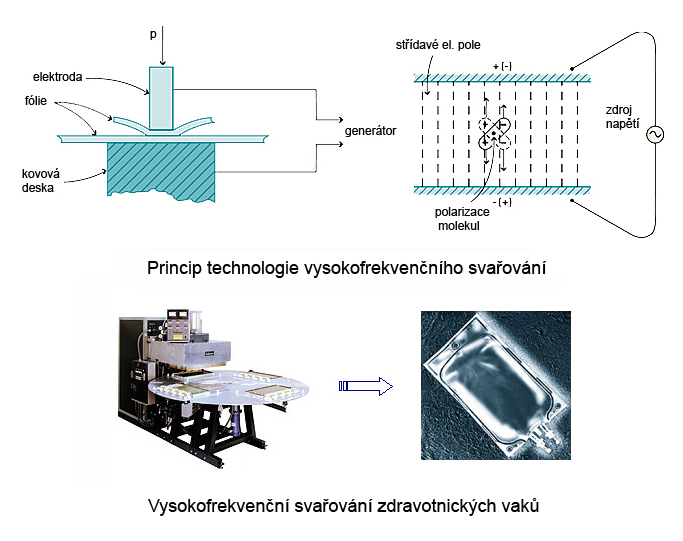
Vysokofrekvenční (dielektrické) svařování je založené na vzniku a vývinu tepla v dielektriku, tj. uvnitř
termoplastu a závisí na dielektrických vlastnostech svařovaného
materiálu tj. na dielektrické konstantě – permitivitě
e
a na ztrátovém činiteli tg
d.
Součin permitivity a ztrátového činitele se nazývá ztrátový
součin a vyjadřuje množství tepla, které vznikle při průchodu
elektrické energie dielektrikem (plastem). Svařovaný materiál se
vkládá mezi dvě elektrody, na které se přivádí elektrický proud
o vysoké frekvenci. Vytvoří se střídavé elektrické pole, které
v materiálu vyvolává shodnou orientaci makromolekul. Výsledkem
orientace (natáčení) molekul je jejich vzájemné tření, čímž se
vytváří potřebné teplo. Svařovací tlak mezi svařovacími
elektrodami potom zajistí vznik svarového spoje. Nevýhodou
vysokofrekvenčního svařování je skutečnost, že ne všechny plasty
jsou vhodná dielektrika (mají různé dielektrické vlastnosti) a
použití se prakticky omezuje pouze na svařování PVC a PA. Dále
při této metodě nelze koncentrovat energii ohřevu do vybrané
oblasti svařovaných materiálů, nýbrž nastává nepřetržitý ohřev
spojovaných součástí v proměnném poli. Používaná frekvence je
27,12 MHz. Navlhavé plasty (PA) se musí před svařováním vysušit.
Svařování ultrazvukem.
Tepelná energie, potřebná k natavení termoplastu, se nepřivádí
zvenku, ale vytváří se přímo v samotném svařovaném materiálu.
Princip je založen na kmitání elektrody, tzv. sonotrody
v oblasti ultrazvuku (frekvence 20 kHz a vyšší) a přenos těchto
kmitů na jednu ze svařovaných součástí. Ultrazvukové kmity se
potom šíří k místu styku obou svařovaných ploch, kde se mění
v teplo vlivem vzájemného tření molekul o sebe, dochází
k natavení polymeru a malým tlakem sonotrody (0,2 až 0,3 MPa) se
obě součásti svaří. Svařovací tlak působí v ose sonotrody.
Svařovací doba je kratká, méně než 2 sekundy. Pevnost svarů
závisí na energii kmitů, na době jejich působení, na velikosti
přítlačné síly a na čistotě svarových ploch. Aby se energie
během svařování při průchodu termoplastem neztrácela, musí být
sonotroda co nejblíže místa svaru. U součástí z amorfních plastů
(PS, PVC, ABS, PMMA) je dovolena vzdálenost od místa svaru až 20
mm – tzv. svařování v dalekém poli (odlehlé). U
krystalických plastů (PE, PP, PA) je dovolená vzdálenost
maximálně 5 mm – tzv. svařování v blízkém poli.
Princip ultrazvukového svařování
1, 2 – svařované materiály, 3 – sonotroda, 4 – pevný doraz, 5 – svarový spoj, A – svařování v dalekém poli,
B – svařování v blízkém poli
Svařování ultrazvukem je vhodné zejména pro termoplasty, které mají nízké
tlumení ultrazvukových kmitů a nízkou teplotu tavení. Navlhavé
plasty se musí před svařováním vysušit, jinak pevnost svarového
spoje klesá až o 50 %. Lze svařovat i termoplasty plněné
skleněnými vlákny, ale svar obsahuje jen velmi málo skleněných
vláken a proto je jeho pevnost podstatně menší, než-li pevnost
základního materiálu. Obtížně se svařují polyolefíny (PE, PP).
Výhodou svařování pomocí ultrazvuku je jeho rychlost, možnost
ručního nebo
strojního svařování, velké množství aplikací a malá spotřeba
energie. Nevýhodou je potřeba použití speciální elektrody –
sonotrody a nutnost přesné úpravy stykových ploch před
svařováním.
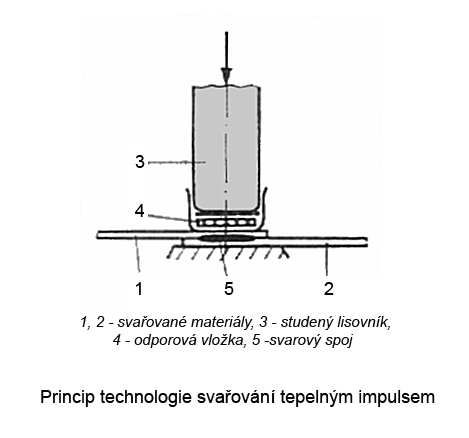
Svařování tepelným impulsem
se používá pro svařování fólií, zejména z PE, PP. Princip svařování spočívá
v tom, že do přeplátovaných fólií přichází buď z jedné nebo
z obou stran v místě svaru tepelný impuls, který obě fólie
svaří. Zdrojem energie je elektrický odporový pásek nebo
kotouče, impulsně napájené elektrickým proudem o nízkém napětí.
Svarový spoj chladne pod tlakem lisovníku po vypnutí přívodu
elektrického proudu.
Svařování tlakovým impulzem. Princip
svařování je podobný svařování tepelným impulzem avšak s tím
rozdílem, že teplo se přivádí během krátkodobého kontaktu
(tlakového impulzu) z lisovníku, který je ohřátý na svařovací
teplotu. Svarový spoj potom chladne až po oddálení z místa
svařování, což neumožňuje omezit vliv chladnutí a krystalizace
na kvalitu svarového spoje, resp. na případné deformace a
vnitřní pnutí.
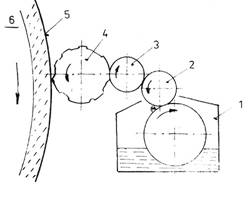
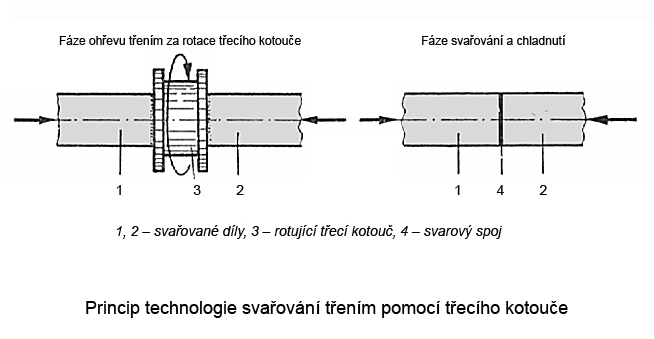
Svařování třením je založeno na relativním pohybu svařovaných součástí vůči sobě
za stálého styku, přičemž vzniká teplo. Obvykle jedna součást
stojí a druhá rotuje nebo teplo může vznikat rotací
třecího kotouče. Jakmile se stykové plochy v tenké povrchové
vrstvě nataví na svařovací teplotu (ze svařovaných ploch začnou
vlivem odstředivé síly odletovat natavené částice základního
materiálu), rotace se zastaví a oba svařované materiály se
následným tlakem, který se postupně zvyšuje, svaří. Odtavený
materiál vytvoří kolem svaru slabý otřep (přetok). Doba
svařování je obvykle kratší, než 1 sekunda, protože plasty mají
velmi nízký koeficient tepelné vodivosti.
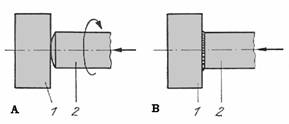
Princip svařování třením 1, 2 – svařované díly, A – fáze ohřevu třením za rotace, B – fáze svařování a chladnutí
Svary jsou nepropustné a součinitel pevnosti je dostatečně
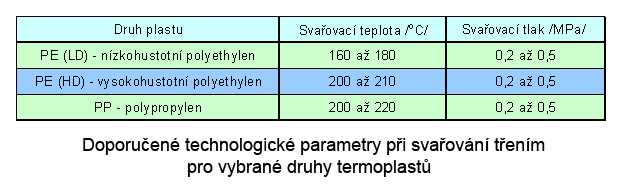
vysoký. Základní technologické parametry (svařovací
teplota a svařovací tlak) jsou obdobou kondukčního
svařování. Plocha styku rotujících svařovaných součástí má být
co nejvyšší a třecí rychlost v celé ploše pokud možno
stejná, aby nevznikaly velké teplotní rozdíly a tím vnitřní
pnutí ve svaru. Tomu nejlépe vyhovují tenkostěnné rotační
součásti (trubky, víka, apod.). U tlustostěnných součástí vzniká
vnitřní pnutí, které se musí odstranit následným ohřevem.
Svařování třením je vhodné pro všechny druhy termoplastů. Jeho
hlavní výhodou je, že se svařovaný materiál nemůže přehřát,
protože po natavení povrchové vrstvy součinitel tření ihned
klesne a omezí se tak další vývin tepla. Obě spojované součásti
by měly být ze stejného materiálu, ale ve zvláštních případech
se dají svařovat i rozdílné druhy termoplastů, které však nemají
příliš rozdílnou teplotu tavení. Navlhavé termoplasty (hlavně PA)
musí být před svařováním vysušeny, jinak klesá pevnost svarového
spoje. Nevýhodou svařovacích zařízení a technologie je poměrně
problematické dosažení kroutícího momentu pro nastavení správné
svařovací teploty pro různé materiály a to hlavně při svařování
ve venkovních podmínkách, kde vliv větru a okolní teploty
neumožňuje reprodukovat shodné podmínky svařování pro jednotlivé
svary, což platí i u ostatních technologií.
Vibrační svařování se aplikuje pro střední a velké díly. Používá se hlavně tam, kde jsou
požadavky na krátký čas svařování a velikost dílu neumožňuje
používat ani rotační svařování třením (dílce nerotačních tvarů),
ani svařování ultrazvukem. Energie, potřebná k roztavení a
k svařování součástí, vzniká kmitavým pohybem ve spojovací
rovině mezi spojovanými díly pod svařovacím tlakem. Kmity mohou
být vyvozeny buď mechanicky, hydraulicky nebo elektromagneticky.
Pracovní frekvence je od 100 do 300 Hz při amplitudě od 0,5 do
2,5 mm. Vždy však musí být dodrženo pravidlo, že pro nízkou amplitudu se musí
použít vysoká frekvence a naopak, aby byl zajištěn dostatek
energie pro natavení a svařování. Čas, potřebný pro ohřev a
natavení povrchu svařovaných částí, je podle velikosti
svařovaných dílů od 1 do 20 sekund. V poslední fázi (tlakové)
jsou svařované díly k sobě přitlačeny svařovacím tlakem bez
vibračního pohybu do konečné pozice a tato tlaková fáze trvá až
do úplného ztuhnutí taveniny polymeru v místě svaru. Pevnost
svarového spoje je srovnatelná s pevností základního materiálu.
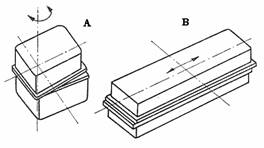
Princip vibračního svařování
A – ohřev rotačním kmitavým pohybem, B – ohřev lineárním pohybem
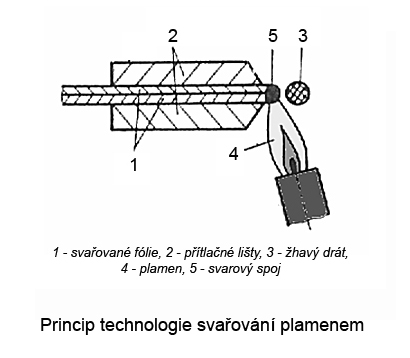
Svařování plamenem, otavením se používá ke
svařování fólií, které se na začátku svařování umístí mezi dvě
nehořlavé lišty (kovové nebo skleněné materiály) tak, aby část
materiálu přečnívala přes okraj (několik milimetrů).
Přečnívající okraj se nahřeje (roztaví) plamenem a nebo žhavým
drátem.
Základními druhy svarů, které se používají pro svařovaní plastů
při návrhu svařovaných konstrukcí jsou
stykové (tupé) svary, koutové svary, rohové svary a přeplátované svarové spoje.
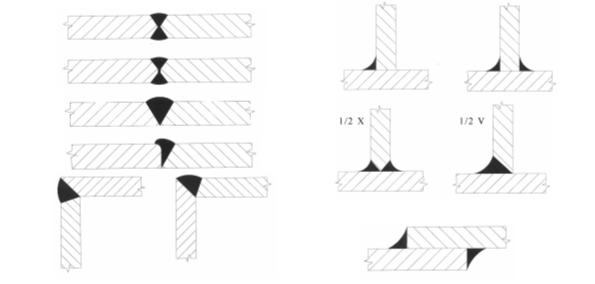
Základní rozdělení druhů svarových spojů
vlevo nahoře – tupé, stykové svary, vlevo dole – rohové svary, vpravo nahoře koutové svary, vpravo dole – přeplátovaný svar
12.2. Technologie na úpravu povrchu
Povrchovými úpravami se rozumí skupina
technologií, které nějakým způsobem upravují povrch výrobků.
V krátkosti zde budou uvedeny vybrané technologie jako
lakování, pokovování a kašírování,
potiskování, leštění, desénování,
sametování, povlakování.
12.2.1. Lakování plastů
Jedná se o postup vytváření tenkého organického povlaku na povrchu plastových dílů. Nanesená hmota
v tenké vrstvě vytváří po zaschnutí pevnou povrchovou vrstvu,
tzv.
film a toto zasychání může proběhnout buď fyzikální
cestou (odpaření rozpouštědla) nebo chemickou cestou
(např. polymerace) nebo kombinací obou způsobů. Ucelený povrch
se nazývá nátěr.
Nátěr musí plnit dvě základní funkce,
a to funkci estetickou a funkci ochrannou. Záleží na podmínkách
použitelnosti, která funkce bude převládat. Z hlediska
estetického je důležitá barva, kryvost a lesk nátěrů a
z hlediska povrchové ochrany má význam zejména životnost nátěru,
která závisí na druhu lakovaného materiálu, na úpravě povrchu a
na nátěrové hmotě.
Postup
lakování je následující: výrobek musí být nejdříve
odmaštěn a následně opláchnut demineralizovanou vodou, po které
následuje odstranění zbytkové vody. Po této operaci následuje
sušení, ochlazení a ožeh povrchu dílu, aby se docílilo zvýšení
povrchového napětí (aby se zvýšil polární charakter) a drsnost
povrchu. Na takto upravený povrch se aplikuje nástřikem nátěrová
hmota obvykle ve dvou vrstvách, která má po vysušení tloušťku
kolem 20
mm. Po vytěkání látek následuje
mezisušení (při teplotě cca 80 oC) a nástřik
bezbarvého laku ve dvou vrstvách při teplotě nižší, než 35
oC. Celková tloušťka je 30 až 40
mm.
Po dalším časovém vytěkání následuje sušení a ochlazení.
V současné době se na lakování polymerů používají vodové laky. Tyto laky jsou výsledkem
dlouhodobé snahy o snížení obsahu těkavých podílů. Sestávají ze
stejných složek jako laky na bázi rozpouštědel, ta jsou ovšem z
velké části nahrazena vodou (65%). Z tohoto důvodu je třeba k
odpaření vody vyšších teplot. Během postřiku se ztrácí pouze 25%
obsahu vody oproti rozpouštědlovým lakům, kde dochází k odpaření
až 50% rozpouštědla. Aby bylo docíleno odpaření vody z
naneseného filmu základového laku, je zapotřebí dodatečné
energie ve formě ohřívaných odvětrávacích zón. Před vlastním
lakováním se musí provést úpravy povrchu, které byly popsány
výše. Poté se aplikuje základový lak a sušení a je nastříkána
vrstva barevného laku a opět následují tepelné procesy.
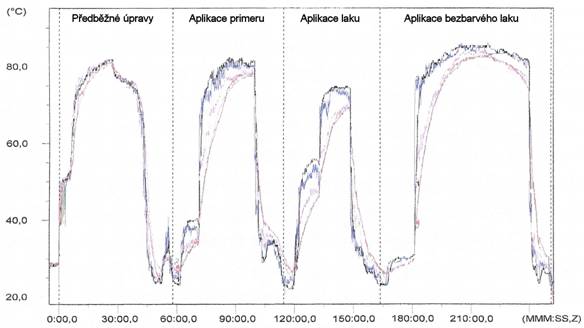
Průběh teplotních procesů během lakování
12.2.2.
Pokovování plastů
Kovovým povlakem na povrchu výrobku se dosáhne jednak efektního
kovového vzhledu a jednak i změn řady vlastností: celkově se
zlepší mechanické vlastnosti, zmenší se navlhavost, propustnost
pro kapaliny a plyny a zvětší se odolnost proti chemikáliím,
zlepší se tvarová stálost proti působení zvýšené teploty,
výrazně se zmenší stárnutí plastu. Rozhodující vliv pro úspěšné
pokovení plastových výrobků
má způsob výroby dílů, neboť z hlediska adheze kovového povlaku
k plastu jsou rozhodující technologické podmínky zpracování a
s tím související úprava povrchu před vlastním pokovením.
Tenký kovový povlak na povrchu výrobků
z plastů se vytváří postupy, které se dají podle hlavních rysů
rozdělit na chemické, galvanické, vakuové a
speciální způsoby pokovování. Povrch výrobků je třeba
před pokovováním upravit, aby bylo dosaženo dobré adheze na
polymerní povrch. Úprava povrchu spočívá v jemném zdrsnění a
odmaštění, v leptání a v povrchovém zcitlivění paladiem nebo
stříbrem. Díly nesmí mít vady, nesmí být mastné, povrch musí být
dokonale čistý, neboť platí, že kovový povlak vadu ještě
zvýrazní.
Při chemickém pokovování (bezproudové) se kov vylučuje na povrchu předmětů z roztoku soli
povlakového kovu působením redukčního činidla buď trvale
obsaženého v pokovovací lázni nebo je redukční činidlo dodáváno
až na speciálně upravený povrch předmětů. Tímto způsobem se
plasty pokovují nejčastěji mědí nebo niklem, ale i stříbrem a
zlatem. Kovová vrstva se vylučuje rovnoměrně po celém povrchu i
u složitých výrobků a dosažitelná tloušťka je kolem 10
mm.
Galvanické pokovováníspočívá ve vyloučení kovu z roztoku účinkem stejnosměrného
elektrického proudu. Základní vodivá vrstva na plastu se vytváří
chemickým pokovením. Dosažitelná tloušťka kovové vrstvy není
omezena a může se skládat i z více vrstev, nanesených postupně.
Galvanicky se pokovují téměř všechny termoplasty, ale nejlepších
výsledků bylo dosaženo u ABS, kde je nejlepší adheze.
Pokovování ve vakuu je metoda, při které dochází k napařování kovů na plast za velmi
nízkých tlaků (10-3 až 1 Pa) při teplotách, kdy
dochází k odpařování kovu. Předměty musí být umístěny ve
vzdálenosti menší, než je volná dráha molekul par kovu.
Nejčastěji se nanáší hliník a dosahované tloušťky vrstvy při
pokovení jsou 0,1 až 1
mm.
Speciální postupy pokovování jsou založeny buď na žárovém stříkání kovů, které však musí
mít teplotu tání nižší, než je teplota degradace plastu a nebo
se kovový povlak vytváří z plynné fáze za působení tepla.
12.2.3. Kašírování plastů
Kašírování je
technologie, kterou se nanáší horní vrstva z jiného materiálu na
podkladový materiál, a to buď suchým kašírováním,
kašírováním pomocí vosků a nebo kašírováním za tepla
s cílem zlepšit nebo vhodně změnit základní vlastnosti nosiče.
K zabezpečení dobré soudržnosti obou materiálů se pro většinu
aplikací používají lepidla, kdy tloušťka této vrstvy je setina
milimetru (kolem 5 g lepidla na 1 m2). Kašírováním se
vrství klasické materiály (textil, papír), ale i materiály
syntetické.
Při suchém kašírování se na
plastový díl nanese vrstva lepidla ve formě roztoku nebo
disperze. Po vysušení se plastový díl tlakem spojuje
s povrchovým materiálem, nejčastěji s textilií. Možný je i
opačný postup. Jako kašírovací lepidla se používají roztoky
latexu, polyuretanů, apod.
Technologie kašírování pomocí vosků
se používá pro spojování dvou fólií z plastů, kdy se roztavené
adhezivo nanáší ne jednu fólii a ještě před ztuhnutím je na
nanesenou vrstvu přitlačována druhá fólie. Následuje chlazení a
tento způsob nepotřebuje oproti předchozí technologii sušící
tunel.
Při kašírování za tepla se neuplatňují adheziva, ale využívá se termoplastičnosti alespoň
jednoho materiálu. Povrch jednoho materiálu se nahřeje buď
teplým vzduchem nebo sálavým teplem. Následuje spojení tlakem a
ochlazení. Nejčastěji se používá pro kašírování textilií na
povrch plastových dílů, na které se po předehřevu povrchu
nalisuje textilie. Výhodou oproti suchému kašírování je vyšší
rychlost a velmi dobrá pevnost při dlouhodobém používání.
12.2.4. Povlakování plasty
Povlaky se vytvářejí na různých materiálech, a to jak kovových, tak i nekovových. Jejich funkce
je dvojí, ochranná a dekorační. Jednou z možných technologických
postupů je laminace, která slouží k výrobě vícevrstvých
výrobků, obdobně jako kašírování, kdy se na podkladový materiál
(papír, textilie, apod.) laminují nejčastěji plastové fólie
(viz. kap. 6.3.4). Další možností je plátování, kdy se
fólie z plastů lepením spojují s kovovými plechy. Povlaky se
mohou vytvářet také ponořením povlakovaného tělesa do
taveniny plastu, nebo se práškové plasty žárově stříkají
nebo se ohřátý kovový díl (teplota je v oblasti zpracovatelských
teplot daného plastu) zasype vrstvou prášku, který se na
povrchu roztaví a vytvoří ochrannou vrstvu (tloušťka vrstvy
závisí na době styku tělesa s práškem plastu). Modifikací
vytváření povlaků z prášků je vířivé (fluidní) nanášení.
12.2.5. Desénování plastů
Desénování slouží k výrobě prostorového vzoru na
plošných materiálech. Při použití potisku lze vytvářet i barevné
dezény. Principem je buď vtlačování ohřátého kovového
desénovacího válce s prostorovým reliéfem do studeného
termoplastického materiálu nebo studený desénovací válec je
vtlačován do ohřátého povrchu plastu. Druhý postup je v praxi
používanější, neboť materiál se méně lepí a desénovací válec se
může intenzívně chladit pro zachování vytvořeného desénu.
Plastický reliéf lze vytvořit i chemickým způsobem.
12.2.6. Leštění plastů
Leštění je vlastně opakem desénování, kdy chceme zlepšit kvalitu povrchu, lesk a
nebo odstranit nerovnosti. Povrch výrobku lze leštit
mechanickým způsobem (hladký válec, leštící kotouče),
rozpouštědly nebo plamenem (nečadivý plamen – vodík).
12.2.7. Sametování plastů
Sametování je technologický proces, který vede
k vytvoření textilního povrchu na nosném podkladovém materiálu.
Princip spočívá v nanesení lepidla (kaučuky, PUR) na podkladový
materiál (papír, textilie, folie, plast, atd.) a na takto
upravený povrch je sypána stříž krátkých vláken (bavlněná,
polyamidová, apod.), které jsou orientované v elektrickém poli a
tedy dopadají kolmo na podkladový materiál. Přebytečná stříž se
potom odsává z povrchu.
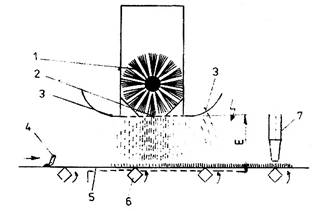
Princip sametování
1 – zásobník střiže, 2 – síto, 3 – stínění, 4 – natírání lepidla, 5 – podkladový materiál, 6 – podávací zařízení, 7 – odsávání střiže
12.2.8. Potiskování plastů
Potiskování je úprava povrchu jednou nebo více barvami,
které se mohou jednak nanášet obdobnými technikami, jako u
nátěrových hmot a nebo se používají technologické postupy,
odvozené z potiskování papíru, textilu, apod. Technologie
potiskování plastů se dají rozdělit na přímé (tisk
z výšky, tisk z hloubky, sítotisk) a nepřímé (ofsetový
tisk, tisk razníkem, termotisk).
Při přímém potiskování z hloubky
se barva nanáší z prohlubní tiskového válce, jejíchž hloubka
určuje množství nanesené barvy. Je to nejrozšířenější způsob
potiskování fólií.
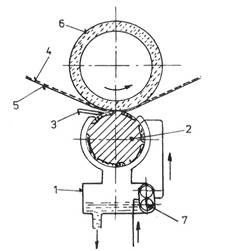
Tisk z hloubky
1 – nádrž s barvou, 2 – hlubotiskový válec, 3 – stírač, 4, 5 – fólie, 6 – opěrný válec, 7 - čerpadlo
U sítotisku je barva
protlačována otvory síta pomocí natíracího nože na potiskovaný
povrch. Viskozita barvy, velikost ok síta a tlak natírání určují
množství nanesené barvy. Lze potiskovat rovinné, ale i válcové a
kuželové plochy, které mají nerovnosti povrchu. Pohybovat se
může buď natírací nůž nebo potiskovaný díl.
Pří přímém tisku z výšky je barva přenášena přes nanášecí
válce na potiskovací válec a odtud na daný výrobek.
Tisk z výšky
1 – nádrž s barvou, 2 – roztírací válec, 3 – přenášecí válec, 4 – tiskový válec, 5 – fólie, 6 – opěrný válec
U nepřímého ofsetového tisku se
barva nejdříve nanáší na vhodný podklad (pryžový válec, papír,
atd.) a teprve odtud na potiskovaný povrch za působení tepla a
tlaku. Nanesená vrstva barvy je velmi tenká a tento proces není
vhodný pro výrobky s většími nerovnostmi.
U potiskování měkkým razníkem
(nepřímý tisk) je princip obdobný ofsetovému tisku, ale tento
způsob se používá pro díly s nerovným povrchem, neboť rozdíly
v hloubce vyrovná měkký razník (nejčastěji z kaučuku).
Termotisk (potiskování teplým razníkem) je založen na přitlačení tiskové
fólie vysokým tlakem razníku s teplotou kolem 100 až 200 oC
na potiskovaný povrch. Působením teploty a tlaku se barevná
vrstva přenese z tiskové fólie na povrch výrobku.
12.3. Technologie
pro zpracování kapalných systémů
Technologie používané pro zpracování kapalných systémů jsou kromě odlévání (viz.kap. 11)
také máčení, natírání, impregnace. Tyto
technologie nejsou příliš rozšířené, neboť množství plastů
s nízkou viskozitou je velmi omezené.
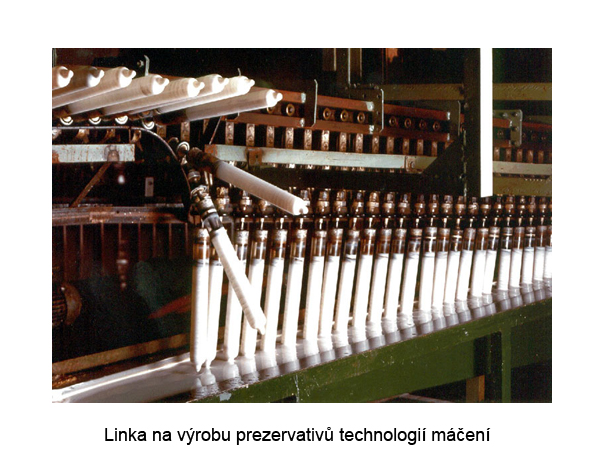
12.3.1. Máčení
Máčení se nejvíce používá u past z PVC a u kaučukových
latexů. Principem je ponoření
pozitivního tvaru (formy) výrobku do kapalného systému, kde
se vytvoří vrstva plastu, jejíž tloušťka závisí na době ponoření
(ale také na teplotě a složení kapalného systému) a po pomalém
vytažení se dále zpracuje za působení teploty (např. želatinace
a sušení). Konečnou fází je ochlazení. Máčení se provádí buď za
studena nebo za tepla, kdy forma je zahřátá na
teplotu 100 až 120 oC.
12.3.2. Natírání a impregnace
Natírání je technologický postup nanášení plastů v kapalném stavu na nosný
materiál. Jedná se např. o výrobu koženek z měkčeného PVC.
Následují procesy jako předželatinace (teplota kolem 100 až 140
oC), konečná želatinace (teplota asi 170 oC),
desénování, ochlazování. Pokud roztoky plastů nebudou naneseny
jen na povrch, ale budou sytit nosný materiál i po tloušťce,
potom mluvíme o impregnaci.
.: Jdi na začátek stránky :.
|
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}