- Technologie plošného tváření - rovnání
8. technologie plošného tváření -
Rovnání
Rovnání je technologie, která se používá k odstranění nežádoucí
deformace, která vznikla buď manipulací a nebo ve výrobě.
Rovnání tlakem, pod lisem, si lze představit jako „obrácený“
ohyb, při kterém uvádíme křivé části do roviny viz obrázek. I
zde platí pravidlo současného působení elastických deformací s
plastickými - takže po zrušení vnějších sil rovnané těleso
odpruží - což se projeví zbytkovým zakřivením.
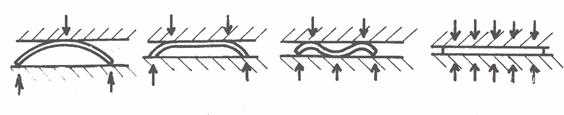
Rovnání výlisku tlakem mezi rovnými deskami
Oblouk se po slisování nejprve napřimuje, potom vznikne u horního lisovníku přímá část. Ramena
ohybových momentů se zmenšují. V další fázi rovnání se na
rovnaném kuse objevují vlny, takže počet rovnaných míst vzrůstá.
Po odlehčení rovnaný kus částečně odpruží, tzn., že těleso
zůstane mírně nevyrovnáno.
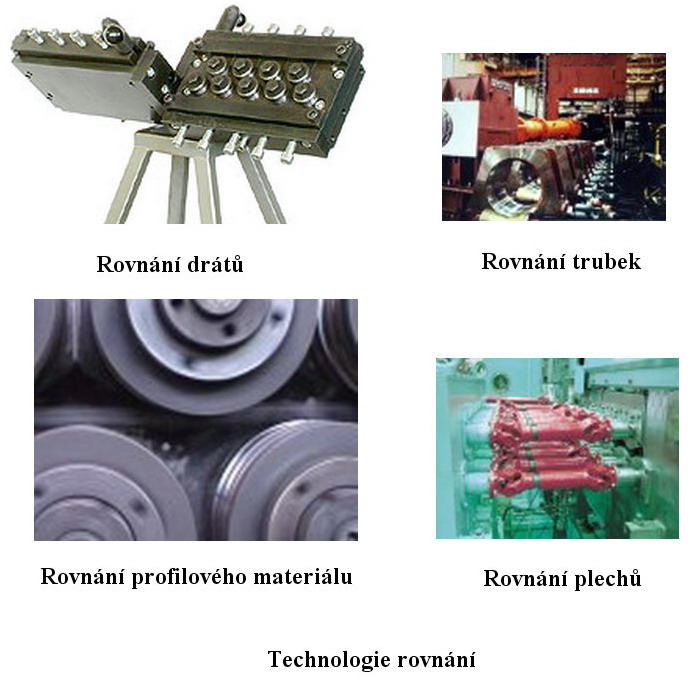
K rovnání můžeme použít buď čelistí nebo
válců. Chceme-li k vyrovnání použít rovinných čelistí,
musíme i po úplném dosednutí čelistí sílu dále zvětšovat,
abychom přemohli vnitřní zbytková pnutí od předešlého rovnání,
tzv. kalibrovat. Proces kalibrace je závislý na rozměrech, tvaru
a povrchu rovnaného tělesa. Rovnací síla se stanoví ze vztahu
F = S . p
kde S … je plocha součásti [mm2],
p … je rovnací měrný specifický tlak
(u hladkých čelistí a pro materiál do tloušťky 0,5 mm je 50 až 100 MPa, u čelistí s výstupky a materiálu s tloušťkou do 2 mm je 100 až 300 MPa a u tlustých materiálů 300 až 800 MPa).
U velmi tenkých materiálů a nebo u tvrdých
materiálů roste lisovací síla do neúnosných hodnot. Proto se
v těchto případech volí jiná cesta. Rovnané těleso neuvedeme do
plastického stavu v celém objemu, nýbrž jen v určitých,
pravidelně rozložených místech. Jedná se o tzv. bodové
nebo bradavkové rovnání. Detail čelistí je na obrázku. Na
velmi tvrdé materiály a nebo tam, kde nevadí vpichy, se
používají čelisti s ostrými hroty.
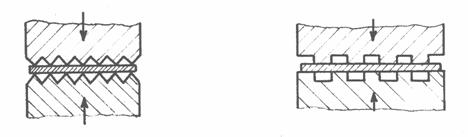
Rovnání bodové (vlevo) a bradavkové (vpravo)
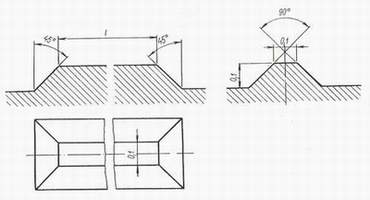 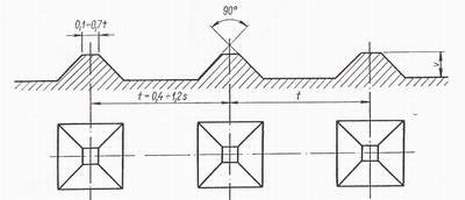 Rovinná čelist jehlanovitá (vlevo) a obdélníková (vpravo)
Rovinná čelist jehlanovitá (vlevo) a obdélníková (vpravo)
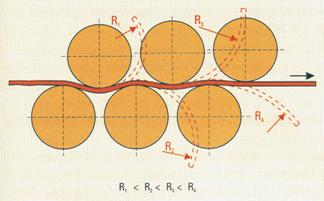
Často se používá k vyrovnání materiálů způsob opakovaného prohýbání. Je to obvyklé např. při
vyrovnávání drátů nebo pasů před vstupem materiálu do
zpracovatelského stroje. Střídavým ohybem při průchodu mezi
válci je materiál vyrovnán. Zbylá pnutí budou menší,
použijeme-li střídavě rovnacích ohybů menších a menších.
Přítomnost zbytkových pnutí má značný vliv na pevnost součásti a
velikost odpružení.

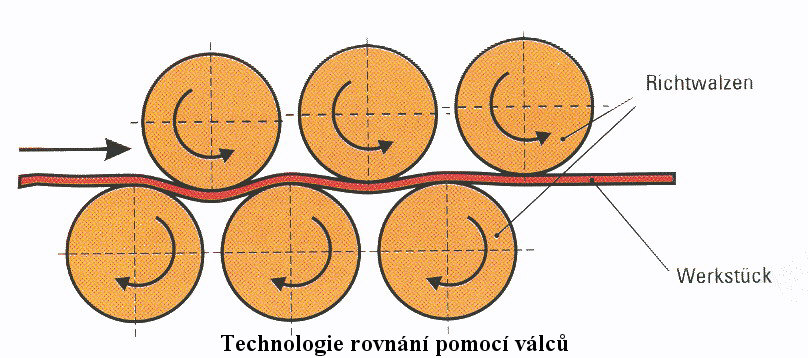
Rovnání plechů válcováním
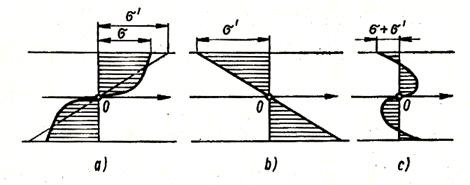
Zbytková napětí v materiálu po rovnání
a – ohyb, b – rovnání, c – zbytková napětí
Rozestup válců ve skupině bývá (1,1 až 1,35) průměru rovnacího válce a obvodová rychlost je
kolem 0,1 až 2 m.s-1. Kromě rovnacích válců bývají
v rovnacích strojích i vstupní a výstupní válce. Od vstupu
směrem k výstupu se válce od sebe otevírají a pro co
nejintenzivnější rovnání mají válce malý průměr. Aby se zamezilo
prohýbání, tak u dlouhých válců existuje systém podpěrných válců
větších průměrů. Pro
rovnání profilového materiálu je potřeba válce tvarovat.
.: Jdi na začátek stránky :.
|
{kind=link}
{kind=link}