- Technologie plošného tváření – ohýbání
7.1. Deformace průřezu, neutrální osa
7.2. Odpružení
7.3. Rozložení napětí
7.4. Výpočet síly a práce
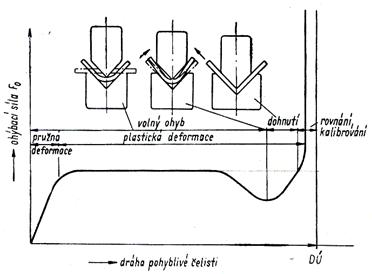
7.4.1. Ohyb do tvaru „V“
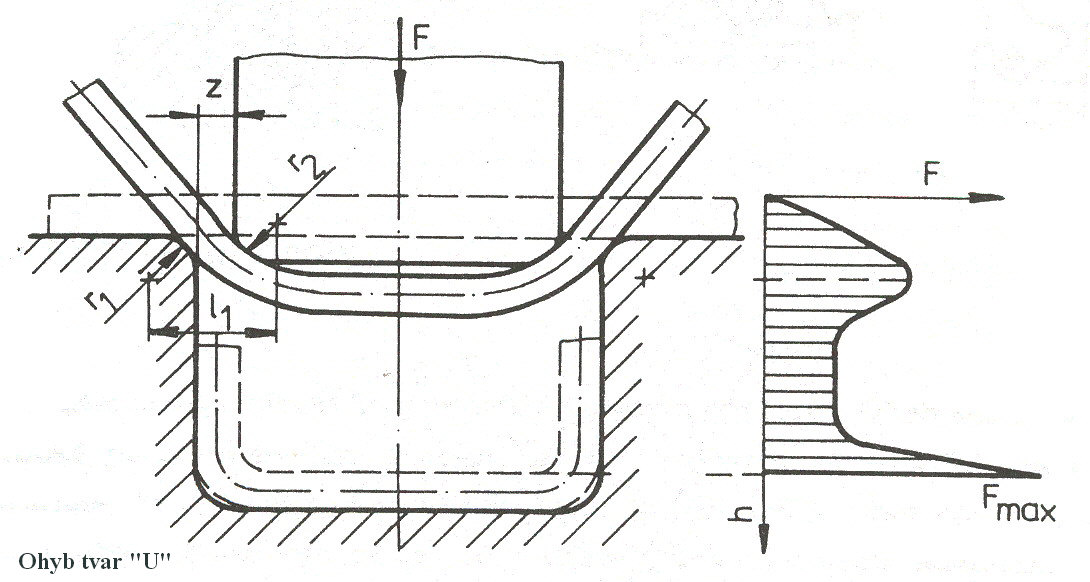
7.4.2. Ohyb do tvaru „U“
7.5. Ostatní technologické problémy ohýbání
7.6. Technologické postupy ohýbání
7.6.1. Rozdělení technologických postupů podle stroje
7.6.2. Rozdělení technolog. postupů podle poloměru zakřivení
7.6.3. Rozdělení podle technologického způsobu výroby
7.7. Ohýbací nástroje
7. technologie plošného tváření -
Ohýbání
Ohýbání je proces tváření, při kterém je materiál trvale deformován do
různého úhlu ohybu s menším nebo větším zaoblením hran.
K ohýbání používáme nástroje -
ohýbadla, skládající se z ohybníku a ohybnice.
Výrobkem je
výlisek ohybek.
Ohnutí tělesa (vzniklé tvary jsou nazpět rozvinutelné) do
žádoucího tvaru využívá stejných zákonů plasticity, jako ostatní
způsoby tváření - překročením meze kluzu dosáhneme oblasti
plastické deformace. Plastická deformace je doprovázena
deformací elastickou. Po průřezu je to pružně plastická
deformace, která má různý průběh od povrchu materiálu
k neutrální ose.
Rozložení a velikost napětí v materiálu
7.1. deformace průřezu, neutrální osa
Při ohybu nastává deformace průřezu, vyšší
průřezy jsou více deformovány, než průřezy nižší. U širokých
pásů (b ³
3s) nedochází k deformaci proto, protože proti deformacím
v příčném směru působí odpor materiálu velké šířky vzhledem
k jeho malé tloušťce. Vrstvy kovu na vnitřní straně ohybu jsou
v podélném směru stlačovány, zkracovány a roztahovány v příčném
směru. Vrstvy kovu na vnější straně ohybu se roztahují a
prodlužují v podélném a stlačují se v příčném směru.
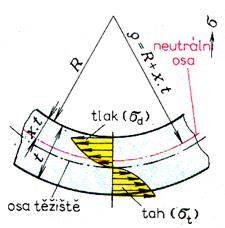
Kolem střední části průřezu ohýbaného materiálu jsou tahová napětí malá a dosahují hodnot nižších, než
je mez kluzu daného materiálu. V přechodu mezi těmito dvěma
pásmy jsou vlákna bez napětí a bez deformace. Jejich spojnice
tvoří tzv.
neutrální osu, ve které není napětí a která se při
ohýbání ani neprodlouží ani nezkrátí. Neutrální osa je na
začátku uprostřed průřezu, při ohybu se posouvá směrem k vnitřní
straně ohybu. Není tedy totožná s osou těžiště ohýbaného
materiálu.
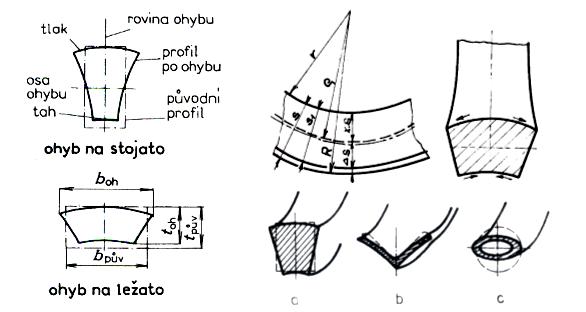
Deformace průřezu během ohýbání pro rozdílné výšky a profily
Posunutí neutrální osy v místě ohybu
Hodnoty součinitele x

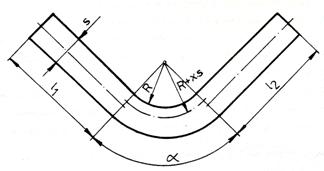
Z délky neutrální osy v ohýbaných částech
a z délek rovných úseků se určuje rozvinutá délka polotovaru
před ohybem. U tenkých plechů není tento rozdíl patrný, ale při
ohýbání tlustých plechů se však s tímto musí počítat. Vzdálenost
x, která charakterizuje polohu neutrální osy,
závisí na poměru R/t – viz. tabulka, a poloměr
ohybu neutrální osy je potom
r= R + x . t
kde R … vnitřní poloměr ohybu [mm],
x … součinitel posunutí neutrální osy,
t … tloušťka materiálu [mm].
7.2. Odpružení
Pominou-li vnější síly na deformované těleso, rozměry tělesa se částečně
vrátí do původních, tj. těleso odpruží. Zatímco u dříve
probraných technologií bylo odpružení zanedbatelné, má při
ohýbání značný význam. Odpružení při ohybu se projevuje jako
úhlová odchylka
g,
jejíž význam roste s délkou ramen. Zpětné odpružení ohýbaných
součástí je způsobeno vlivem pružné deformace materiálu kolem
neutrální osy. Velikost úhlů odpružení závisí na tvárnosti
materiálu, poloměru ohybu a způsobu ohýbání. Bývá v rozsahu 3 až
15o.
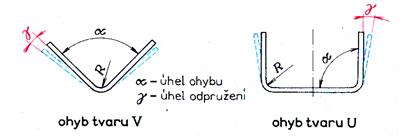
Odpružení materiálu pro ohyb tvaru V a U
Hodnoty úhlu odpružení pro vybrané materiály
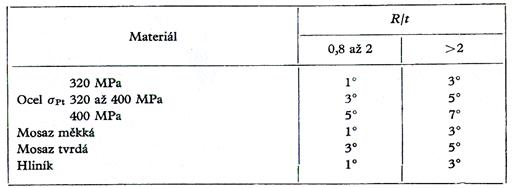
Odpružení se většinou omezuje tak, že:
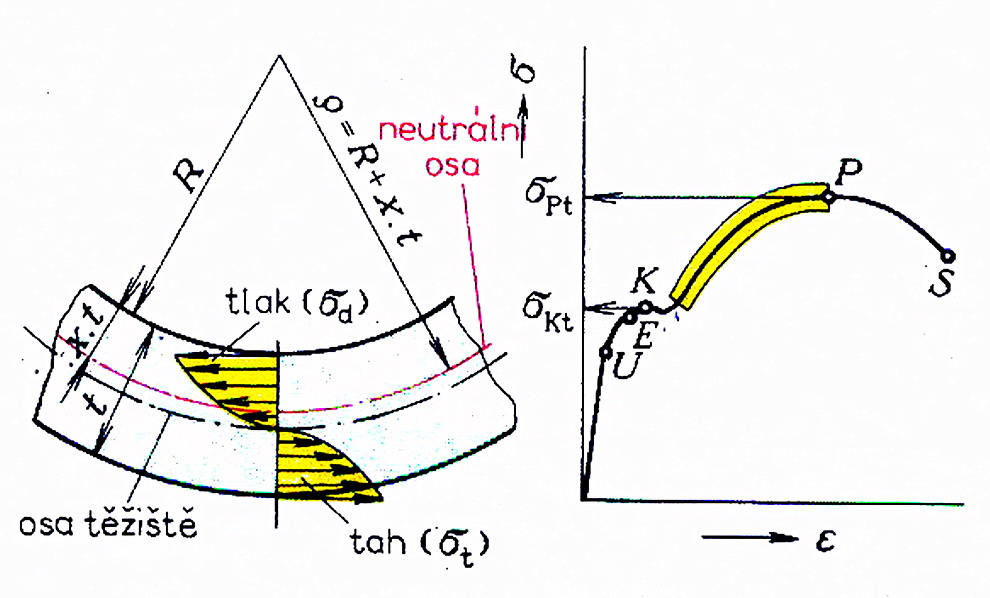
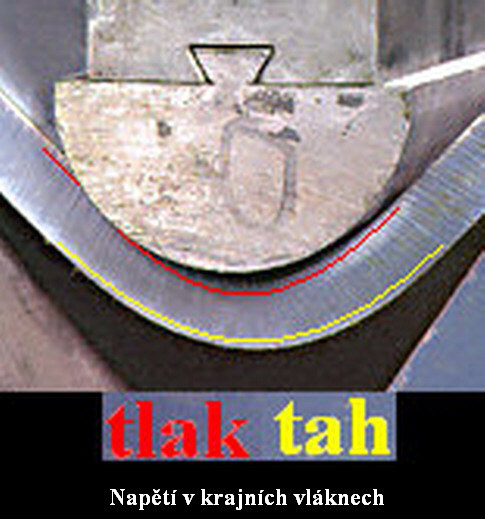
7.3. rozložení napětí
Při ohybu jsou
napětí v krajních vláknech materiálu opačného smyslu
(tah, tlak). Na obrázku, v oblasti 1, je ukázáno rozložení
napětí v příčném průřezu materiálu namáhaného ohybem, a to
pod mezí kluzu. Vzroste-li napětí nad hodnotu meze kluzu,
vyvolá to růst plastické deformace (uprostřed). Při tom se
napětí v pásmech plasticky deformovaných nad hodnotu meze
kluzu nezvětšuje (oblast 2). Zvětšujeme-li ohýbací moment
přestane pružné jádro existovat a velikost napětí se již
nemění – oblast 3. Uvažujeme-li zpevňování materiálu při tváření za studena, platí poměry
podle schématu oblasti 4 a obrázku vpravo. V okolí neutrální
osy je pásmo pružných deformací, které je příčinou
odpružování po odlehčení.
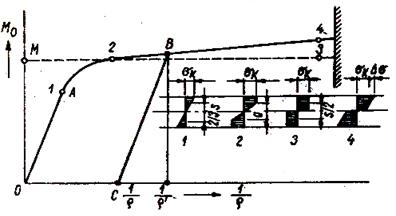
Rozložení napětí v příčném průřezu při ohybu materiálu
V místě ohybu vykazuje tedy ohýbaný
materiál tři pásma (napjatost
v ohýbaném materiálu pro tenký plech je ukázána na obrázku:
- pásmo pružných deformací kolem neutrální osy,
- vnější pásmo trvalého prodloužení,
- vnitřní pásmo trvalého napěchování
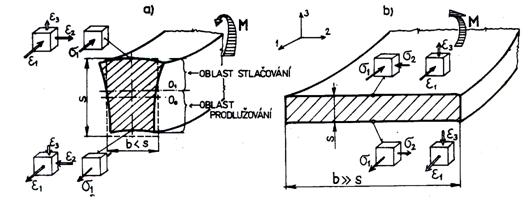
Napjatost a deformace v ohýbaném materiálu
7.4. výpočet síly a práce
Mezi základní rozdělení ohýbání je ohyb do tvaru V a U
a tak pro tyto dva způsoby ohybu bude proveden zjednodušený
výpočet síly a práce.
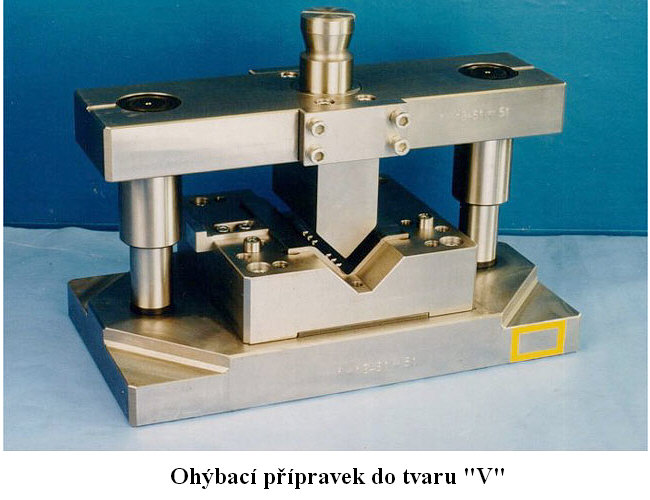
7.4.1. Ohyb do tvaru „V“
Pro
ohyb do tvaru V se síla a práce vypočte následujícím
způsobem:
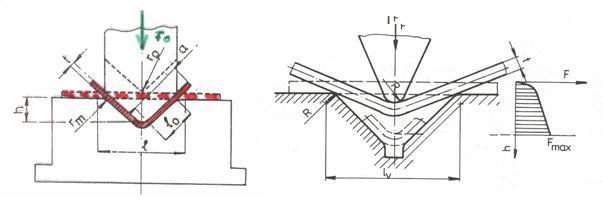
Ohyb do tvaru V
Ohýbaný výrobek se
považuje za nosník o dvou podporách zatížený silou uprostřed
obou podpor. Potom
Mo
= so . Wo
= Fo . l / 4 = b . t2 .
so / 4
Þ
Fo
so
= Rm . C) [MPa],
Wo
… průřezový modul v ohybu [mm3],
C
… součinitel zpevnění (C = 1 + 4 . s / l),
Rm … mez pevnosti [MPa].
A = Fo . k1 . h
kde F … ohýbací síla (pro kalibraci Fc
= 2 . F) [N],
h
… zdvih (koncová poloha) [m],
k1
… koeficient průběhu F (k1
= 1/3).
Obdobně se dá ohýbací síla vypočítat jako:
Mo
= so . Wo
= Fo . l / 4 = Wo . Rm . (1,3 +
0,8 . e)
Þ
Fo
a tuto sílu je potřeba zvětšit o
celkové tření pracovních částí ohýbadla a ohýbané součástky,
které se rovná 1/3 Fo (F = Fo
+ 1/3 Fo). Když budeme uvažovat současně i
kalibrování je potřeba ještě připočítat sílu
Fk = S . q
kde S … plocha kalibrovaného materiálu [mm2],
e… poměrné prodloužení v tahu,
q … specifický tlak na vyrovnání (30 až 150 MPa) [MPa].
Celková síla je potom rovna (ale
např. při speciální úpravě ohybníku proti odpružení celková síla
vzroste o dalších 25 %).
F = 1,3 Fo
+ Fk
7.4.2. Ohyb do tvaru „U“
Pro ohyb do tvaru U se síla a práce vypočte následujícím způsobem (ohyb
probíhá současně ve dvou průřezech):
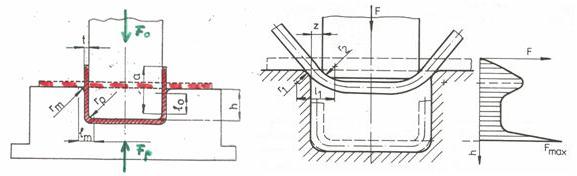
Ohyb do tvaru U
M = 2 . Mo
= so . Wo
= b . t2 .
so / 2
Þ
Fo
A = F . k2
. h
7.5. ostatní Technologické problémy ohýbání
Kromě dříve popsaných problémů, jako byla
deformace průřezu a odpružení materiálu, jsou dalšími
problémy ohýbání praskání materiálu a tvoření vln.
Praskání materiálu (vznik trhlin na vnější straně) nastane v okamžiku, kdy dojde
k překročení kritické hodnoty poloměru ohybu R/t,
což může být způsobeno jednak zpevněním materiálu, jednak stavem
materiálu (žíhaný, tvářený za studena, apod.) a jednak průběhem
vláken. Osa ohybu by měla být kolmá na směr vláken materiálu
(odpružení je ale větší) nebo minimálně pod úhlem 30o.
U dvojitého ohybu mají být vlákna materiálu k ose ohybu v úhlu
kolem 45o. U stříhaných polotovarů musí být otřep na
vnitřní straně ohybu nebo je nutné ho odstranit broušením.
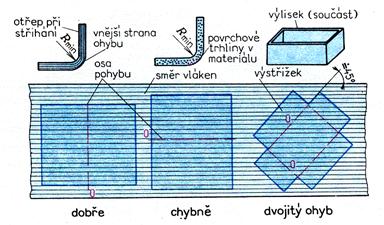
Vliv vláken na ohýbání
Při návrhu ohýbaných dílů je nutné
respektovat požadavky na hodnoty poloměrů ohybu. Poloměr ohybu
musí být alespoň takový, aby se v krajních vláknech vůbec
překročila hodnota meze kluzu, jinak by nedošlo k plastické
deformaci. Poloměr nesmí však být ani příliš malý, aby deformace
krajních vláken nepřekročila hodnotu tažnosti. Poloměr ohybu se
má volit z hlediska odpružení co nejmenší, ale vzhledem
k tvárnosti a tloušťce ohýbaného materiálu co největší. Jinak by
došlo k destrukci v ohýbaném průřezu.
Tvoření vln vzniká hlavně u tenkých stěn, čemuž se dá zabránit bočním
přitlačováním materiálu k nástroji nebo použitím dodatečné
tahové síly při ohýbání.

Zvlnění profilu během ohýbání
7.6. technologické postupy ohýbání
Ohýbat se dá volně nebo v pevném nástroji.
Technologické postupy ohýbání se dají rozdělit podle několika
hledisek. Jednak je to podle použitého stroje, jednak
podle poloměru zakřivení a jednak podle
technologického způsobu.
7.6.1. Rozdělení
technologických postupů podle stroje
-
ohýbání
ruční na
ručních strojích, ohýbačkách. Všechny ohýbací operace
není vhodné a ani možné dělat na lisu. Pro některé se staví
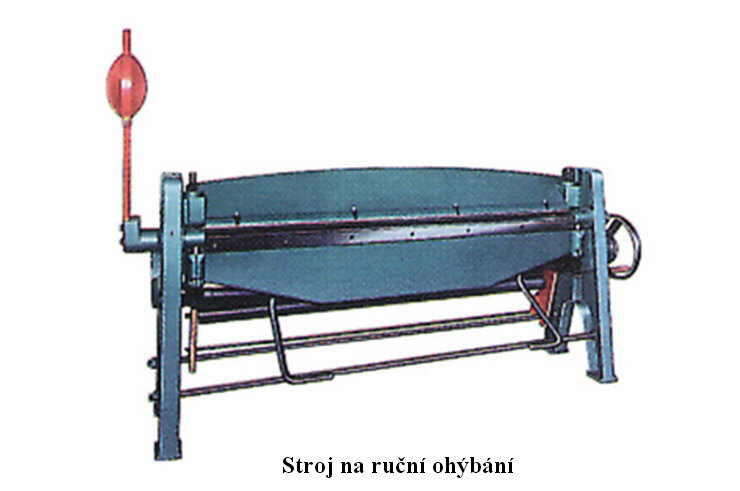
speciální ohýbací stroje, ovládané i ručně. Tak např. pro
ohyb dlouhých pruhů a plechů je uzpůsoben stroj s odklopnou
deskou podle schématu na obrázku.
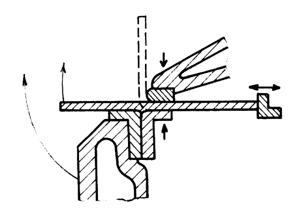
Ohýbací stroj s otočnou deskou Materiál určený k ohybu se podloží na stůl
stroje a urovná na zarážku. Potom se sevře u ohybové hrany.
Hrana je na nástroji tvořena vyměnitelnou ocelovou kalenou
lištou. Po sevření se materiál ohýbá odklápěním desky v celé
délce najednou o libovolný úhel rovněž předem nastavitelný
zarážkou. Ke stroji se dodává řada pomocných zařízení.
-
ohýbání na
lisech v ohýbacím nástroji, ohýbadle, kterého
pohyblivá čelist vykonává přímočaré vratné pohyby. Toto
ohýbání se dělá na
mechanických nebo
hydraulických lisech, nebo na
speciálních strojích, což je závislé na vlastním
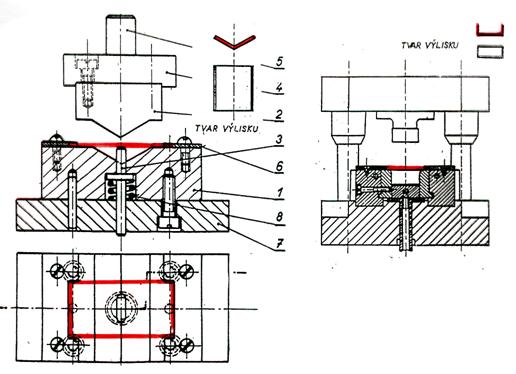
technologickém procesu. Ohýbadla pro aplikaci na lis se
stavějí, v porovnání s ostatními nástroji, dosti jednoduchá, často
nemívají ani vlastní vedení. Na obrázku je ukázka konstrukce
nástroje pro ohyb přes 90o. Válcové části
nástroje jsou otočné kolem osy válců a do původní polohy je
vracejí pružiny. Výrobek se vyjme z nástroje sesunutím
z ohybníku, směrem kolmo na rovinu ohybu.
Nástroj pro ohyb přes 90o
- ohýbání na válcích, kdy nástrojem jsou samotné válce, které vykonávají otáčivý pohyb. Příklad ohýbání válcováním je na následujícím obrázku.
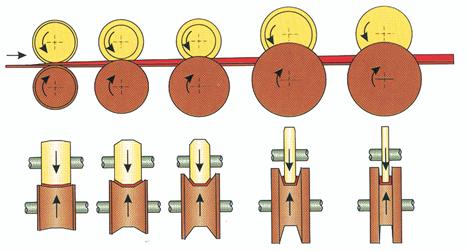
Ohýbání válcováním na válcích
7.6.2. Rozdělení
technologických postupů podle poloměru zakřivení
- ohyb s malým poloměrem za vzniku velké plastické deformace,
- ohyb s velkým poloměrem zakřivení při poměrně malém stupni plastické
deformace.
7.6.3. Rozdělení podle
technologického způsobu výroby
-
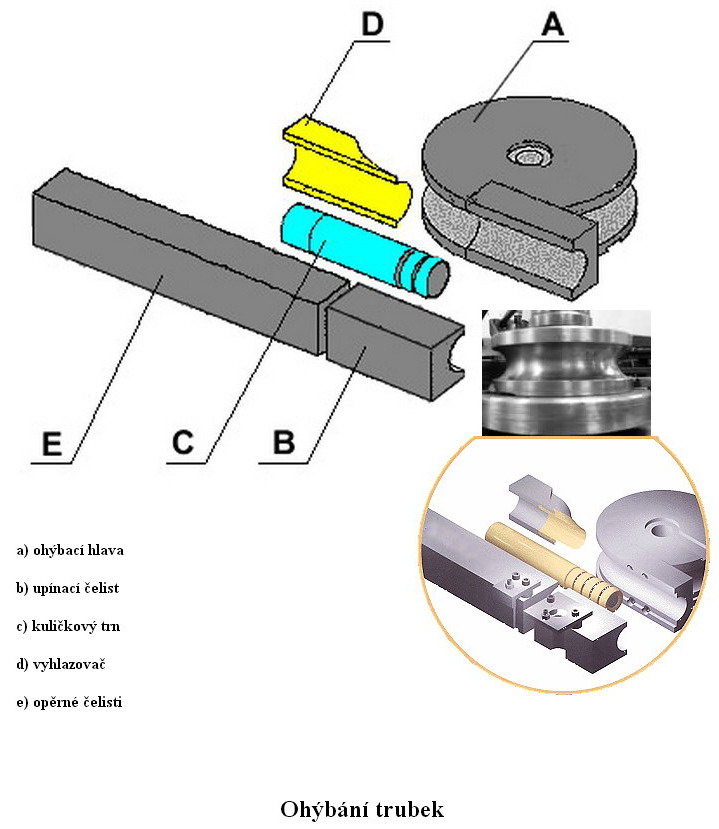
„klasické“ ohýbání - příklady ohýbání byly ukázány již dříve na
obrázcích a schématech a navíc je na obrázku ukázáno
ohýbání trubek. Ohýbání se provádí odvalováním tvarového
kotouče přes trubku vloženou do drážky druhého kotouče.
Dvojice kotoučů je výměnná, drážky musí poměrně přesně
souhlasit s vnějším průměrem trubek. Zploštění trubek při
ohýbání se zabraňuje tím, že trubka v tvarové drážce kotoučů
má zabráněno v rozšiřování.
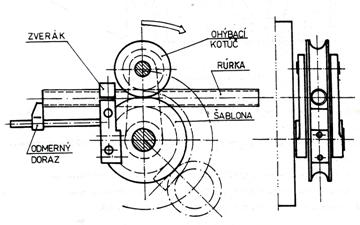
Ohýbání trubek
-
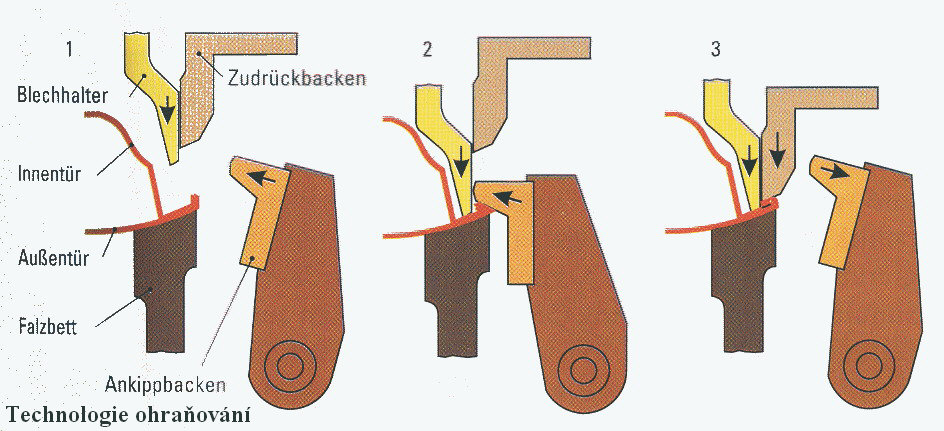
ohraňovánína lisech, které slouží k výrobě různých profilů
tenkostěnných, ale i o tloušťce 20 mm, profilů o malém
poloměru zaoblení. Princip se neliší od
ohýbání v nástroji na běžném lisu. Rozdíl je v délce
nástroje i lisu. Délka je omezena šířkou ohraňovacího lisu.
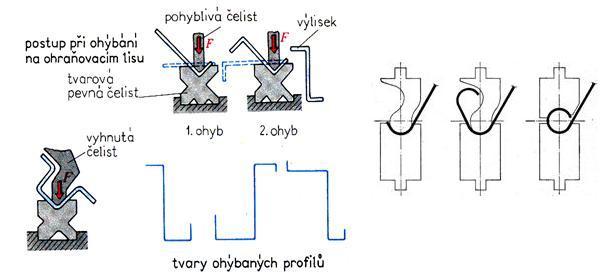
Příklady technologie ohraňování
Výchozím materiálem jsou pásy plechu.
Každá tvářecí operace se provede na jeden zdvih lisu a pro
každý tvar profilu se musí na lis upevnit samostatné
nástroje. Nástroj je tvořen opět z různých ocelových lišt,
které se jednak ke stroji dodávají, jednak speciálně
konstruují a vyrábějí. Horní část nástroje může být tvarová.
Ohraňovací lis je
mechanický, obvykle vícebodový lis, umožňující použití
dlouhých lištových nástrojů. Na obou popsaných strojích se
ohyb provádí v celé délce materiálu najednou.
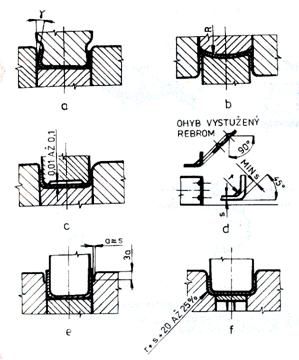
-
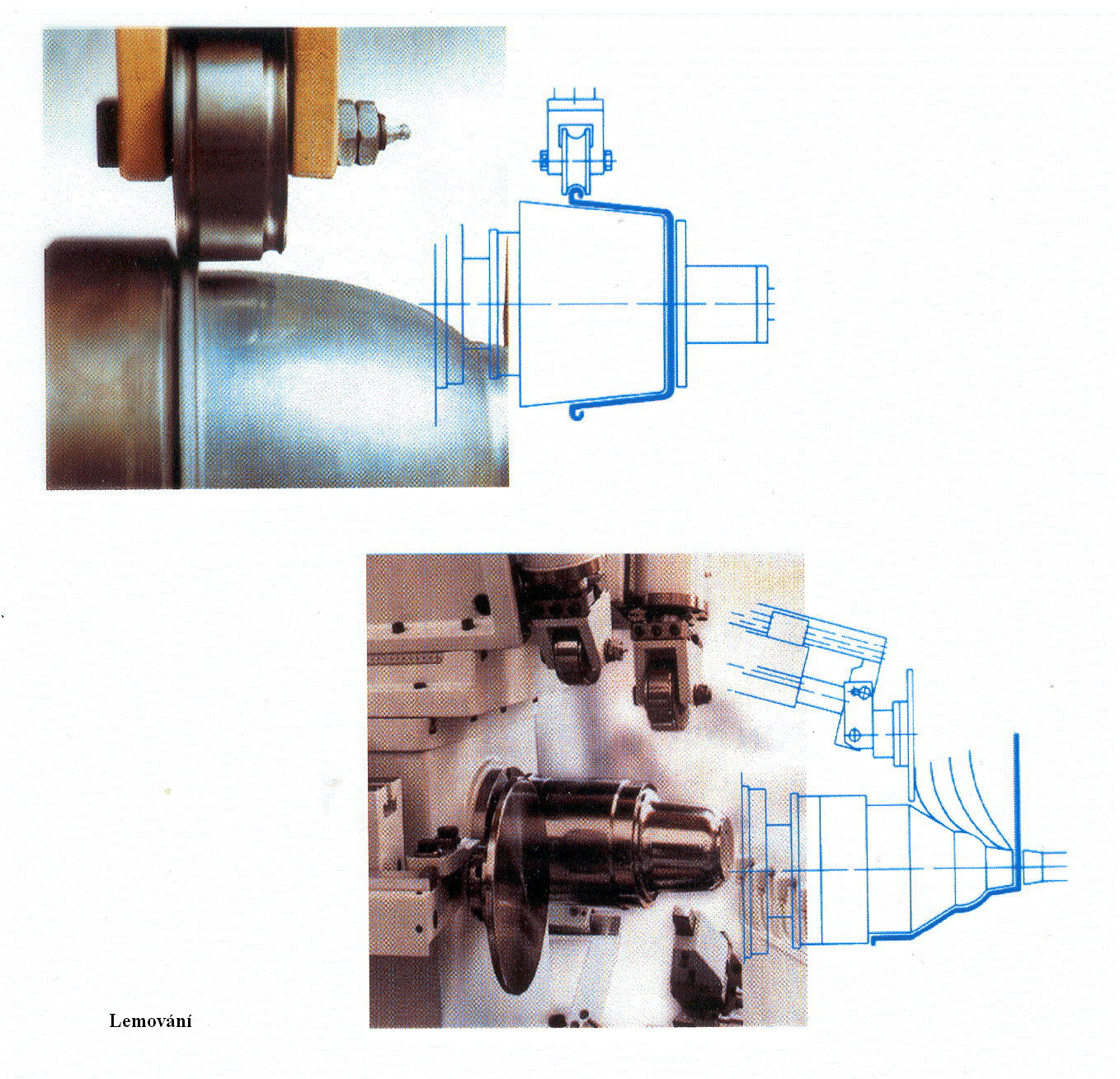
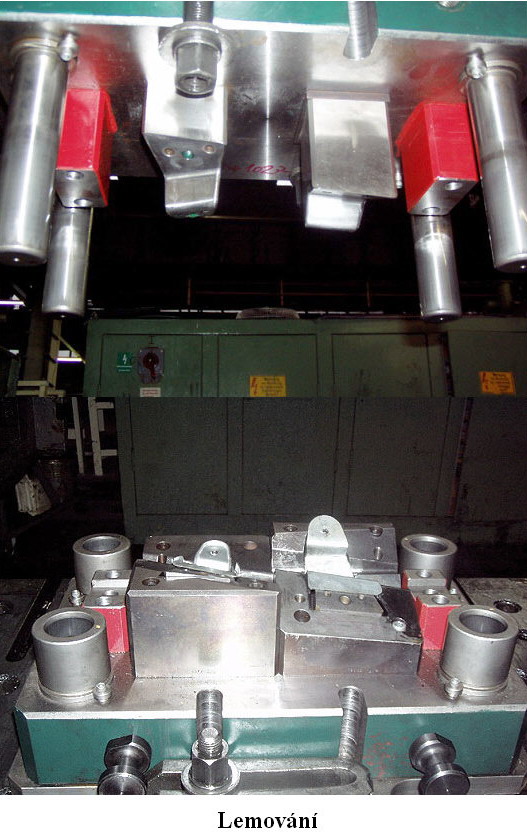
lemování je operace, kdy potřebujeme
vyztužit okraj výlisku a nebo připravit polotovar na
dodatečně vytvoření spoje. Také slouží k výrobě žlábků uprostřed
nebo na okraji pro zvýšení tuhosti výlisku.
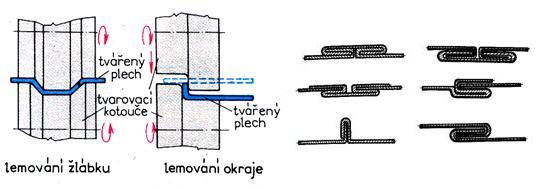
Princip technologie a příklady lemování
-
navíjení je proces, kdy se tvářený materiál navíjí postupně na válec a
dostává požadovaný tvar shodný s tvarem nástroje. Nejčastěji se
navíjení používá u plechů do svitku.
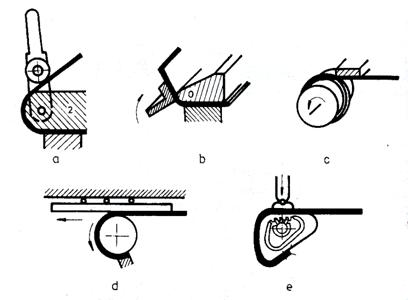
a – ruční, b – na ohýbačkách, c- navíjení pružin na trn, d - navíjení tyčí, e - navíjení pásu na šablonu
-
zakružování
pomocí válců se používá při výrobě válcových nebo kuželových
plášťů nádob, trubek, a to i plechů tlustých 30 mm. Tlustší
plechy se potom zakružují za tepla. Stroje pro tento účel se
nazývají zakružovací stroje a jejich různé uspořádání ukazuje
obrázek. Stroje jsou zakružovadla a jsou buď tříválcová nebo
víceválcová a jejich konstrukce je závislá na tloušťce plechu a
požadavcích na zakroužení konců plechu. Jedná se o dva stroje
tříválcové a jeden čtyřválcový. U každého je šipkou naznačen
možný posuv válce, resp. válců. U stroje prvního typu vlevo
nahoře, zůstanou okraje nedokroužené (parametr x), u
stroje uprostřed jeden okraj. Uspořádání vlevo dole zajišťuje
ohyb plechů až do obou krajů.
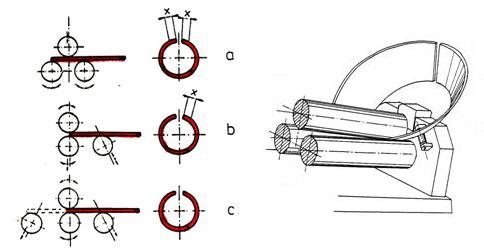
Uspořádání zakružovaček (vlevo) a detail zakružování kužele (vpravo)
a – tříválcová symetrická, b – třívalcová nesymetrická, c - čtyřválcová
Tenké plechy se zakružují na strojích s ocelovým a pryžovým válcem –
technologie ohýbání elastickým nástrojem. Poloměr zakružování se
mění podle stlačení pryže. Povrchová kvalita výlisků je výrazně
lepší, ale je potřeba větší přetvárná práce, neboť část se jí
spotřebuje na deformaci pružné části nástroje
– pryže.
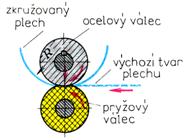
Zakružovadlo s pryžovým válcem
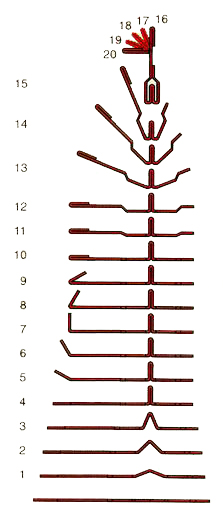
- válcování, profilování, stáčení na lisech se provádí v důsledku vytvoření kruhového tvaru na krajích plechu.
Jedná se o postupné spojité ohýbání pásů na profilovacích strojích a slouží k výrobě trubek (svařovaných,
tenkostěnných) a profilů nebo při stáčení křídel závěsů s využitím svislého pohybu beranu lisu. Při válcování
nastává postupná změna tvaru ohýbáním na válcích, které jsou odstupňované rozměrově tak, že v pásu plechu vzniká
vodorovný tah a pás se pohybuje samovolně. Rychlost je vysoká, kolem 25 m.min-1.
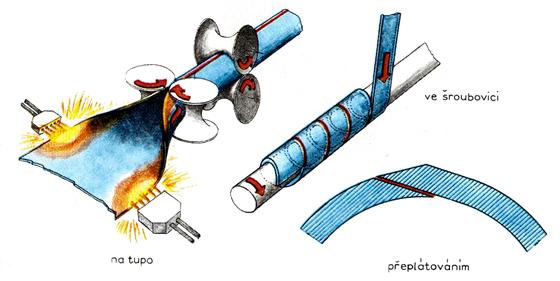
Výroba tenkostěnných trubek profilováním, stáčením, přeplátováním
K profilování se mohou
používat i jednoduché dvoudílné nástroje, které jsou
vyrobeny jako dvojice kotoučů tvarově profilovaných. Na
obrázku vlevo je zařízení upravené pro postranní ohyb
plechu, na obrázku vpravo pro žlábkování. Postranní ohyb i
žlábek je možno provést na okraji rovinného plechu (pásu), i
na okraji plechu svinutého do tvaru válcového pláště.
Postupným ohýbáním z pásu je možno vyrobit profil libovolné
délky, a to i u složitějších profilů.
Příklad a postup výroby profilů
Ohýbání válcováním
(vlevo – postranní ohyb plechu, vpravo – žlábkování)
V některých případech je vhodné provádět
ohyb postupně, proto se používají válcovací stroje, které budou
ohýbat buď podélným nebo příčným válcováním. Častější je příčné
válcování. Hlavní způsoby jsou na obrázku.
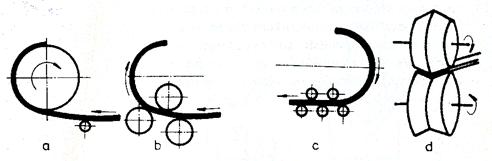
Způsoby ohýbání válcováním
a – navíjení, b – zakružování, c – rovnání, d – podélné válcování profilů
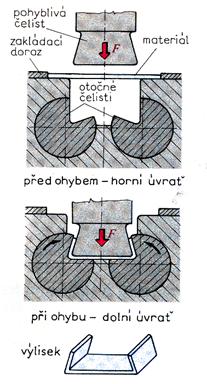
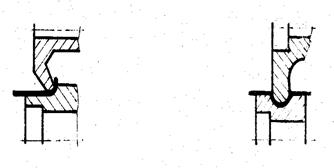
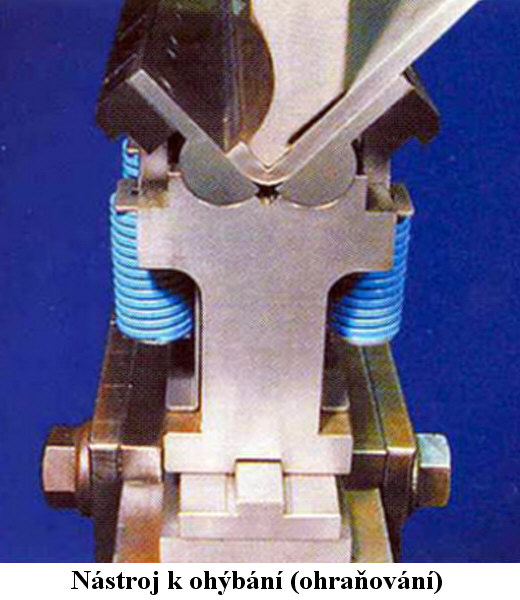
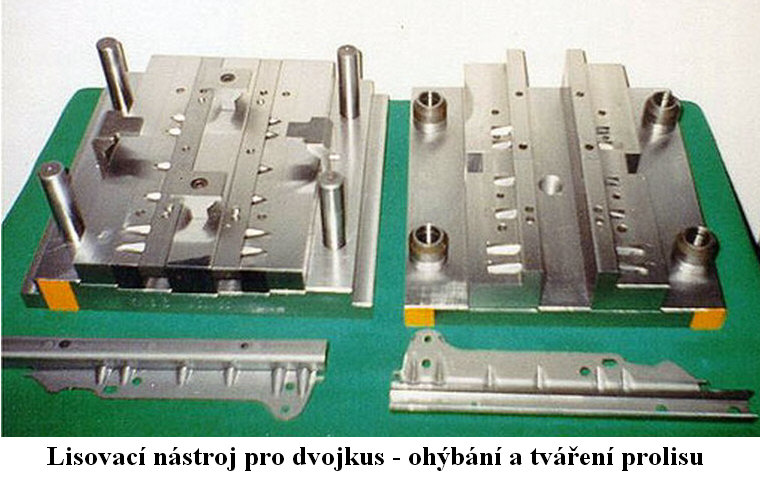
7.7. Ohýbací nástroje
Nástroj pro ohýbání je
ohýbadlo a hlavní části jsou ohybník a
ohybnice, popř. zakládací dorazy. Ohýbadla se dělí podle
způsobu a technologie ohýbání, nejčastěji pro ohýbání do tvaru
U a
V. Většinou nejsou samostatná a konstruují se jako nástroje
sdružené.
Ukázka nástrojů pro ohyb do tvaru V (vlevo) a U (vpravo)
.: Jdi na začátek stránky :.
|
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}