- Technologie plošného tváření - tažení
9.1. Proces tažení
9.1.1. Vznik vln
9.1.2. Schémata napjatostí a deformací
9.2. Výpočet síly a práce
9.3. Určování rozměrů přístřihu, počet tahů
9.3.1. Součinitel tažení
9.3.2. Určování velikosti a tvaru přístřihu
9.3.3. Technologické zásady, mazání
9.4. Ostatní technologické způsoby tažení
9.4.1. Tažení se ztenčením stěny
9.4.2. Zpětné, obrácené, tažení
9.4.3. Tažení stupňovitých, kónických, kulovitých, parab. výtažků
9.4.4. Tažení s ohřevem
9.5. Speciální způsoby tažení
9.5.1. Tváření pryží – metoda Guerin
9.5.2. Tváření pryží – metoda Marform
9.5.3. Tváření kapalinou – metoda Wheelon
9.5.4. Tváření kapalinou – metoda Hydroform
9.5.5. Hydromechanické tažení
9.6. Nástroje pro tažení
9. technologie plošného tváření - tažení
Tažením plechů a pasů vzniká prostorový
výlisek nerozvinutelného tvaru. Podle tvaru výlisku můžeme
proces tažení dělit na tažení mělké a hluboké, tažení bez a se
ztenčením stěny, tažení rotačních a nerotačních tvarů a dále
tažení
nepravidelných tvarů (tzv. karosářské výlisky). Výchozím
polotovarem je přístřih plechu, pás plechu nebo již jinak
zpracovaný polotovar, který lze zpracovávat následujícími
technologiemi: prostým tažením, tažením se ztenčením stěny,
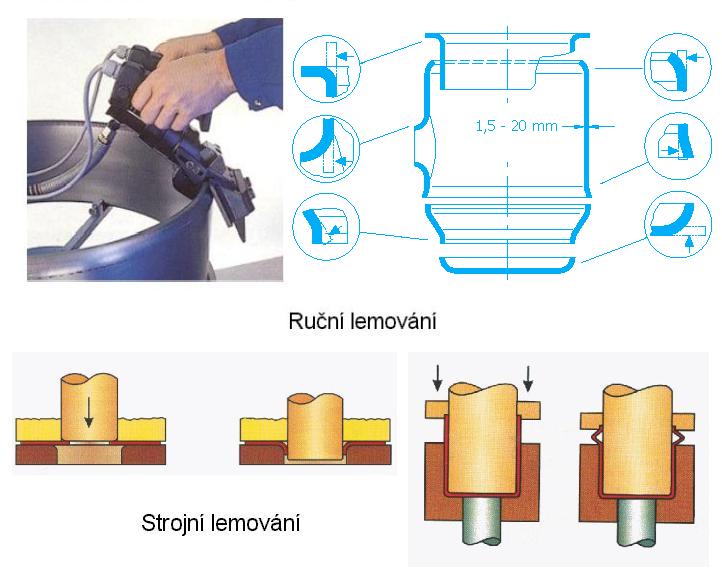
zpětným tažením, žlábkováním, rozšiřováním a lemováním,
zužováním, přetahováním, napínáním a speciálními způsoby.
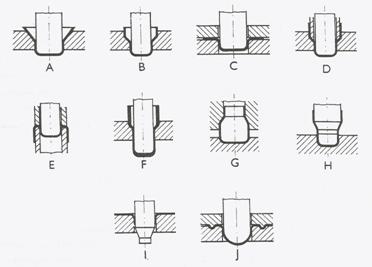
Technologické způsoby tažení
A, B - tažení bez přidržovače, 1. a 2. tah, C, D - tažení s přidržovačem, 1. a 2. tah, E – zpětné tažení (obracení),
F – tažení se ztenčením stěny, G – zužování, H – rozšiřování, I – lemování (přetahování), J - napínání
Tažení je takový technologický způsob
tváření, při kterém se jedním a nebo v několika tazích vyrobí z
rovného plechu (přístřihu) duté těleso - polouzavřená nádoba.
Někdy se tento technologický proces nazývá hluboké tažení.
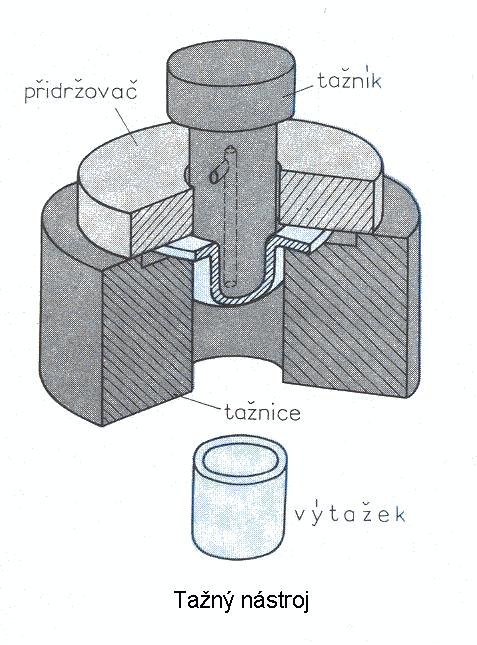
Nástrojem je
tažidlo, které se skládá z tažníku a tažnice a ostatních
konstrukčních částí, výrobkem je výtažek.
9.1. Proces tažení
Princip tažení je ideální vysvětlit na tažení jednoduchého
válcového tvaru se dnem. Potom obdobným způsobem lze získané
výsledky aplikovat i na výtažky hranatých nebo nepravidelných
tvarů. Zatlačujeme-li tažník do tažnice, posunuje se plech přes
tažnou hranu, která se z celého nástroje nejrychleji opotřebuje.
Síla potřebná k tažení se kontroluje z podmínky pevnosti válcové
části nádoby, která se nesmí při tažení přetrhnout. Je nutné
uvažovat vliv tření a zpevnění materiálu.
Při tažení se mezikruží přístřihu (D - d) změní na
válec s průměrem d a výškou h
z dřívějšího rozměru přístřihu D. V důsledku
platnosti zákona stálosti objemu se objem kovu během procesu
nemění a proto výška h bude větší, než šířka
mezikruží D – d.
Princip tažení válcového tvaru
9.1.1. Vznik vln
Tažení je technologický proces, při kterém se přesouvá značná
část, značný objem materiálu. Tento přesunutý objem je
schematicky na obrázku znázorněn v podobě vyšrafovaných
trojúhelníků. Tento objem materiálu se během tažení vytlačuje,
zvětšuje výšku nádoby, mění tloušťku stěny. Je patrné, že
vyšrafované plochy (trojúhelníčky) přebývají. Protože při tažení
postupuje materiál z příruby do válcové části, má plech v místě
příruby snahu se vlnit, a to hlavně při vysokém stupni
deformace. Při malém stupni deformace a při velké tloušťce
materiálu se vlny netvoří, protože nejsou vysoké a vyhlazují se
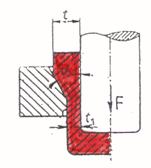
otvorem tažnice. Zabránit vzniku vln lze přidržovačem, ovšem za
cenu pěchování materiálu pod přidržovačem a růstu tloušťky.
V případě použití přidržovače je nutné znát velikost měrného
tlaku p přidržovače. Měrný tlak přidržovače závisí
na tloušťce plechu, poměru výchozí tloušťka plechu ku průměru
nádoby, jakosti plechu a součiniteli tažení (viz. kap. 9.3).
Celková síla přidržovače je součinem měrného tlaku a činné
plochy přidržovače (viz. kap. 9.2.). K určení měrného tlaku
přidržovače se používá např. grafů.
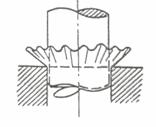
Tvorba vln na výtažku a nebezpečí utržení dna
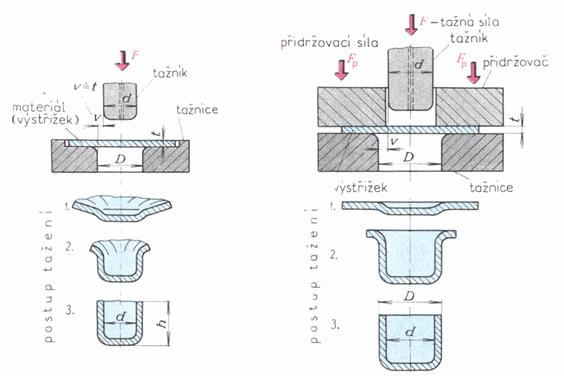
Tvorba vln u tažení bez přidržovače (vlevo) a s přidržovačem (vpravo)
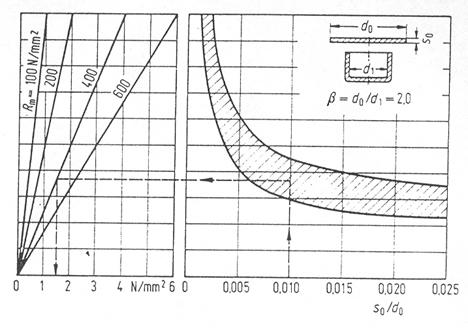
Diagram pro zjišťování měrného tlaku přidržovače pro první tah
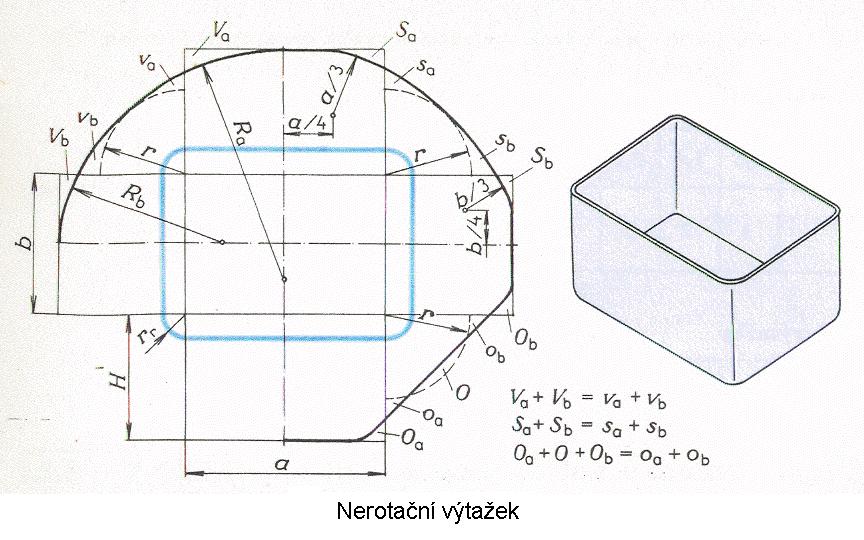
Hranaté krabice se táhnou mělkým tahem.
Obrázek vlevo ukazuje, proč není možné pro tažení obdélníkové
krabice použít obdélníkový nástřih - v rozích by vznikly vysoké
cípy a vpravo je ukázka osvědčeného tvaru nástřihu pro tažení
krabice s obdélníkovou základnou.
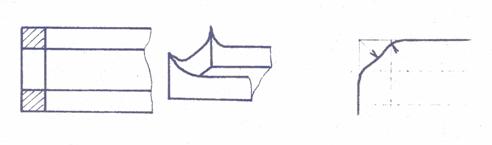
Tažení hranaté krabice (vlevo - cípy, vpravo - optimální nástřih)
9.1.2. Schémata napjatostí a
deformací
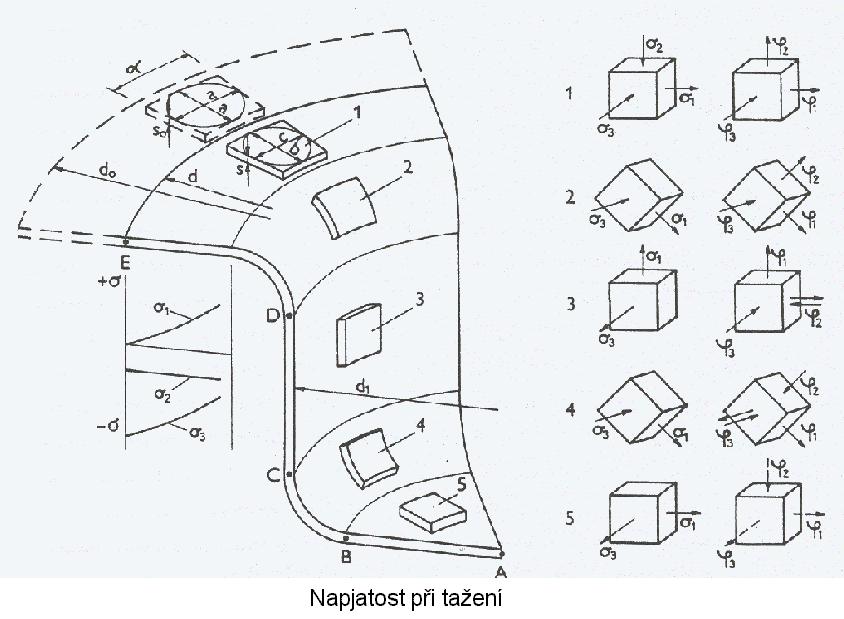
Napjatost při tažení je v jednotlivých místech výtažku různá a dochází
zde k anizotropii mechanických vlastností plechu. Dno (A) se
vytahuje nepatrně a stejnoměrně do dvou směrů. Válcová část (C)
je natahována v jednom směru, ale u dna (B) je dvoj nebo trojosá
napjatost. Materiál, který přechází přes tažnou hranu (D) je
namáhán ohybem radiálním a tangenciálním tlakem. Materiál pod
přidržovačem (E) je namáhán tahem v radiálním směru, tlakem
v tangenciálním směru a tlakem kolmo na povrch příruby. Je-li
nástroj bez přidržovače, odpadá tlak pod přidržovačem.
Nejnevýhodnější podmínky jsou v místě ohybu u dna výtažku, je
zde vysoké tahové napětí. Důsledkem je zeslabování tloušťky
stěny a to vede k nebezpečí utržení dna.
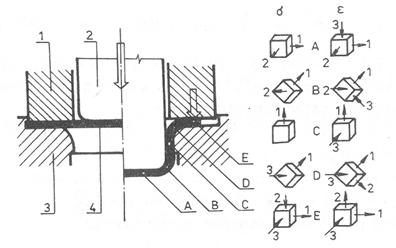
Schéma napětí a deformací při tažení s přidržovačem
9.2. Výpočet síly a práce
Matematické vztahy pro výpočet síly jsou poměrně komplikované, a proto se
zjednodušují. Praktické vzorce vycházejí z toho, že dovolené
napětí v nebezpečném průřezu musí být menší, než napětí na mezi
pevnosti. Tedy největší tažná síla musí být o něco menší, než
síla, která způsobí utržení dna výtažku od bočních stěn. Průběh
tažné síly v jednotlivých fázích tažení je ukázán na obrázku.
Z diagramu je patrné, že síla se mění od nuly po maximum asi
v polovině tahu a potom opět klesá.
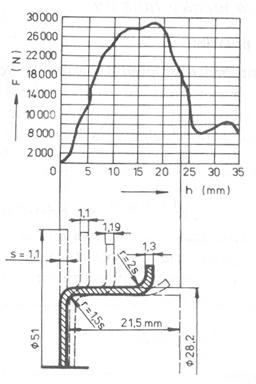
Průběh tažné síly v jednotlivých fázích tažení
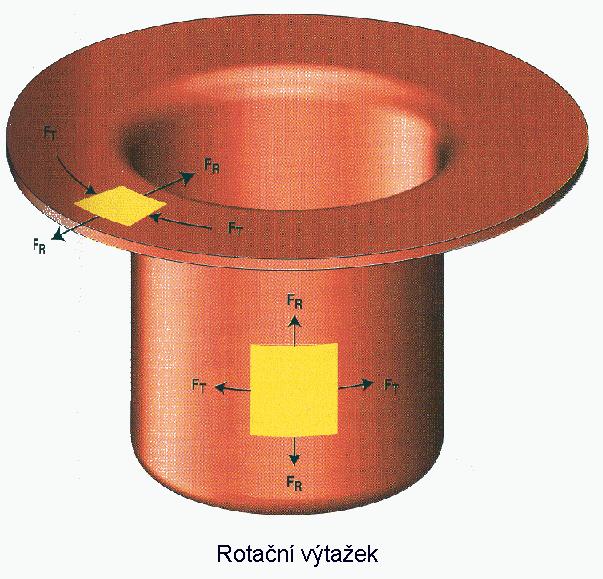
Velikost tažné síly pro rotační
tvar výtažku se pro nástroj bez přidržovače, pro první a další
tahy zjednodušeně vypočte podle vztahu
F = S . Rm
a
pro pryž
F = Spr
. q
kde S
… plocha materiálu, který je namáhán na tah (S =
p . d
. s) [mm2],
Spr
… celková plocha pryžového polštáře [mm2],
Rm
… mez pevnosti materiálu [MPa],
q … měrný tlak v pryži [MPa],
d … průměr tažníku [mm],
s … tloušťka plechu [mm].
Velikost tažné síly pro nástroj
s přidržovačem, pro první a další tahy se zjednodušeně vypočte
podle vztahu
Fc
= Ft + Fp = L . s . Rm + Sp
. p
kde L
… délka obvodu polovýrobku [mm],
Rm … mez pevnosti materiálu [MPa],
s … tloušťka plechu [mm],
S
p
… plocha přidržovače [mm2]
p …
specifický tlak přidržovače (od 0,8 do 3 MPa) [MPa].
Velikost práce při tažení se
vypočte
A = Fc
. h
nebo přesněji
A = C . Fc . h
kde h
… výška výtažku [mm],
C … koeficient zaplnění plochy
9.3.
Určování rozměrů
přístřihu, počet tahů
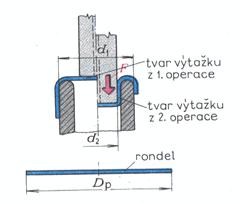
Celkové přetvoření plechu při tažení je
značné, celou nádobku nelze zpravidla vytáhnout v jedné operaci.
Proto se první tah provádí mělký a o velkém průměru. Tažení
pokračuje dalším tahem a to vždy na menší průměr. Současně roste
výška výtažku.
Počet tahů je poměr průměru přístřihu k průměru výtažku. Při
vyčerpání plastičnosti je nutné provést mezioperační žíhání.
9.3.1. Součinitel tažení
Pro určení
maximální deformace na jeden tah, počtu tažných operací, se
používá součinitel tažení nebo také stupeň tažení, který se
vypočte pro první tah ze vztahum = d / D = 1 / K
kde m … součinitel tažení,
d … průměr výtažku [mm],
D … průměr přístřihu [mm],
K … stupeň tažení
Pro další tahy se součinitel nebo stupeň tažení počítá obdobným způsobem.
Celkový součinitel tažení se rovná součinu jednotlivých
součinitelů. Hodnoty součinitelů tažení pro válcové nádoby jsou
uváděny v tabulkách. Jde-li o tvary jiné, stanovuje se
součinitel tažení podle místa, kde zakřivení stěny a poměrná
hloubka dosahují maximálních hodnot. Obecně závisí na druhu
materiálu, na předchozím zpevnění, poměrné tloušťce, tvaru
výtažku, tažné rychlosti, tlaku přidržovače, mazání a hlavně na
geometrii tažného nástroje.
9.3.2. Určování velikosti a
tvaru přístřihu
Určování velikosti a tvaru přístřihu je velmi důležité, neboť
výrazně ovlivňuje kvalitu výtažku. U
rotačních těles se používají různé tabulky z odborných knih
a nebo grafické metody stanovení průměru přístřihu. U
hranatých tvarů se používají různé grafické výpočtové metody
a nebo jejich kombinace. Zásadou bývá, že plocha přístřihu se
rovná ploše výtažku s přídavkem na odstřižení (bočnice se však
tažením mírně prodlužují).
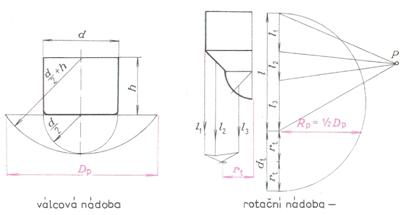
Stanovení přístřihu u rotačních nádob
9.3.3. Technologické zásady,
mazání
Z hlediska technologie je nutné dodržovat určité zásady, mezi které
patří:
- výška výtažku má být co nejmenší,
- upřednostňovat výtažku rotačního tvaru s rovným dnem,
- rohy hranatých výtažků velmi zaoblit,
- příruby na výtažku používat jen v nevyhnutelných případech,
- tolerovat rozměry tak, aby se výtažky již nemusely kalibrovat,
- volit materiály s dobrými tažnými vlastnostmi.
Ke snížení tření (a tedy i tažné síly), ke zlepšení kvality povrchu se
používá mazání. Nemaže se celý přístřih. Ze strany tažníku je
výhodné mít tření co nejvyšší, ze strany tažnice je potřeba
tření co nejvíce snížit. Mezi přidržovačem a materiálem je
potřeba co nejlepší mazání. Prostředky, které se používají pro
mazání nesmí poškozovat povrch nástroje a výrobku, musí lehce
přilnout a vytvořit rovnoměrnou vrstvu.
9.4.
Ostatní technologické
způsoby tažení
Kromě již uvedeného základního, obyčejného, druhu tažení se používají i jiné způsoby
a druhy tažení.
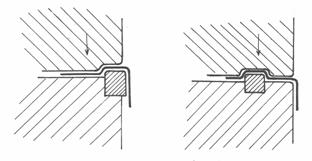
9.4.1. Tažení se ztenčením
stěny
Tažení se ztenčením stěny se obvykle používá v dalších tazích.
Při tomto způsobu se změní rozměry výtažku a původní tloušťka
stěny se změní z t na t1.
Tažení se ztenčením stěny
9.4.2. Zpětné, obrácené,
tažení
Zpětné tažení se používá tam , kde nechceme používat přidržovač
nebo chceme používat při tažení zvýšenou tažnou sílu. Používá se
hlavně pro výrobu kulovitých nebo elipsovitých tvarů.
Zpětné tažení
9.4.3. Tažení stupňovitých,
kónických, kulovitých, parabolických výtažků
Tažení probíhá na několik tahů, kdy se konečný tvar může ještě dokončit další tvářecí operací, např.
lemováním. Tyto výtažky lze vyrábět buď přímo se zvýšeným
tlakem přidržovače nebo používat zpětné tažení, nebo postupně po
jednotlivých tazích a nebo s předlisováním, kdy se předlisuje
v několika tazích stupňovité těleso a teprve v posledním tahu se
dokončí konečný tvar.
9.4.4. Tažení s ohřevem
Materiál se ohřívá mezi vyhřívanými plochami tažnice a přidržovače. Používá se pro
hořčíkové slitiny, které mají špatnou tvářitelnost za studena
(ale i pro jiné slitiny, např. Ti). Ohřev je na teplotu 300 až
350 oC.
9.5. Speciální způsoby tažení
Speciální způsoby tažení se používají buď
pro výrobu specifických tvarů výtažků a nebo se používají
způsoby, využívající místo kovového nástroje jiné prostředí.
9.5.1. Tváření pryží – metoda
Guerin
Tato technologie je
vhodná pro různé druhy stříhání, ohýbání a jednoduché tažení.
Princip metody je založen na elasticitě pryže, která je
v ocelové skříni. Výhodou je, že pryž nezanechává na povrchu
žádné stopy. Nevýhodou je potřeba velkých sil, i když velké
tlaky působí kladně na zvýšení plasticity. Je možné používat
všechny typy lisů. Pryž se používá o různé tvrdosti, pro
stříhání je tvrdost vyšší, než pro tažení.
9.5.2. Tváření pryží – metoda
Marform
Tato metoda je vhodná i pro hluboké tažení ocelových i
neželezných plechů. Rozdíl je ve vrstvě pryže, která je zde
větší. Výška pryže musí být alespoň trojnásobná, než je výška
výlisku, aby nedocházelo k rychlému opotřebování a ztrátě
elasticity pryže.
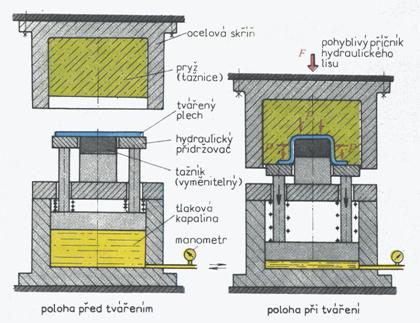
Tažení metodou Marform
9.5.3. Tváření kapalinou –
metoda Wheelon
Obdoba metody Guerin, kdy se
však místo pryže používá kapalina, která je umístěna v pryžovém
vaku. Tlak kapaliny je velký.
Tato technologie je vhodná pro mělké tažení.
9.5.4. Tváření kapalinou –
metoda Hydroform
Tato technologie je podobná metodě Marform, také se používá pro
hluboké tažení, ale místo pryže se používá nádoba s kapalinou,
která je uzavřená poměrně tenkou deska z gumy. Nejdříve se
přitlačí přidržovač, aby se nezvlnily okraje a potom se tažník
vtlačuje do nádrže a materiál se tváří. Nadbytek vody se
vypouští ventilem. Hydrostatický tlak lze regulovat.
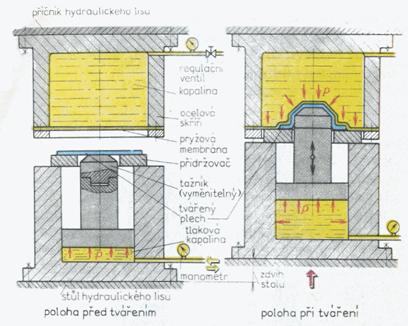
Tažení metodou Hydroform
9.5.5. Hydromechanické tažení
Pro tváření s požadavkem většího zdvihu (např. hlubší tah) je
jako pružné prostředí výhodnější tlaková kapalina. Proces bývá
často uváděn pod názvem hydromechanické tažení - a lze při něm
s úspěchem používat i přidržovače. Princip je založen na tom, že
rovinný přístřih plechu je sevřený mezi přidržovačem a tažnicí,
může se však pohybovat. Tažník tváří plech do tažné komory, kde
je však kapalina. Kapalina působí hydrostatickým tlakem na
plech, který se tlačí na celou plochu tažníku. Tlak se řídí
speciálním ventilem. Proti úniku kapaliny se používají kvalitní
těsnění. Tření a ztenčení je nepatrné.
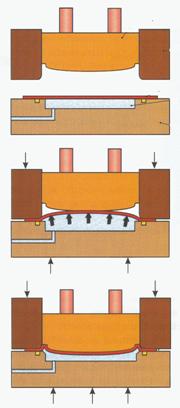
Princip hydromechanického tažení plošného výtažku
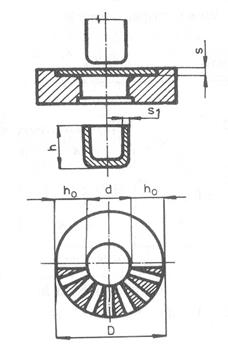
9.6.
Nástroje pro tažení
Hlavní funkční části
nástroje jsou tažník a tažnice, resp. přidržovač, který
zabraňuje zvlnění plechu při tažení. Podle charakteru vykonávané
operace můžeme tažné nástroje rozdělit na tažné nástroje pro
první tah a na tažné nástroje pro další tahy a v obou dvou
skupinách mohou být tažné nástroje jednoduché, sloučené,
speciální. Podle druhu lisu mohou být tažné nástroje určené pro
jednočinné lisy, dvojčinné a trojčinné lisy a pro postupové
lisy. Podle druhu a typu přidržovače se tažné nástroje dělí na
nástroje bez přidržovače a nástroje s přidržovačem, a to
pružinovým, pryžovým, pneumatickým, hydraulickým.
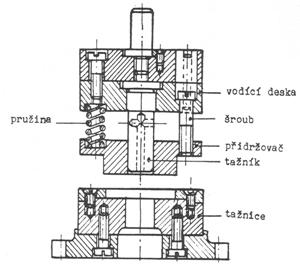
Tažný nástroj
V současné době se používá plechových výlisků ne už jen jako krycích dílů,
ale jako samostatných konstrukčních prvků, schopných přenášet
značná namáhání vyznačujících se vysokou tuhostí při nepatrné
vlastní hmotnosti. Tyto díly se táhnou na karosářských
vícebodových lisech se značnou rezervou sil - proto se kontrola
tvářecích sil ani neprovádí. Nástroje se od obvyklých tažných
nástrojů liší v mnoha ohledech:
.: Jdi na začátek stránky :.
|
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}